


切斷刀具的新規格
2017-11-20 來源:瓦爾特 作者:-
隨著Walter Cut MX和GX34產品的問世,瓦爾特正在擴大切槽刀具的產品范圍。
瓦爾特著于可以為全球加工客戶提供高品質的銑削解決方案,然而另一個鮮為人知的不爭事實是:總部位于圖賓根的瓦爾特還可以為客戶提供全面的車削和切槽領域的解決方案。迄今為止,瓦爾特在切槽和切斷加工領域又新增了兩套新產品系列。槽加工/螺紋車削產品經理Markus Stumm說:“瓦爾特現在能為客戶提供卓越全面的切槽產品系列。”
得益于其產品系列的不斷增加,瓦爾特多刃槽刀產品應用范圍非常廣泛:四刃的MX系列產品可以切斷12mm直徑以內的小零件,GX34系列的產品可以切斷65mm以內直徑的大零件;
Markus Stumm說:“我們已有的Walter Cut GX24雙刃切槽刀片,是加工中等直徑46mm以內零件的理想產品,這種刀片已經上市多年了,新產品系列是對我們多刃刀具產品組合的補充。因此,目前客戶使用瓦爾特的標準刀具,可完成90%的切槽加工應用。”
用于“小型”另加加工的瓦爾特 Cut MX系列刀片有四個精磨切削刃口。標準系列的刀片寬度0.8~3.25毫米,切深可達6毫米。公司可以提供非標定制規格和設計,例如根據需要,采用Walter Xpress進行倒角切槽,交貨時間很短。較大工件可以使用新產品系列Walter Cut GX34,加工寬度可達3~4毫米,切深可達33毫米,進一步完善了GX系列的。
瓦爾特研發工程師不僅僅在產品系列中增加新產品系列。他們的目標是,向客戶提供比市面上其它切槽工具性能明顯提升得多的新工具。
Markus Stumm表示:多年來,大多數的切槽刀具都存在不足,其中的一個主要問題便是可轉位刀片的鎖緊方式。很多鎖緊方式往往操作不便精度不夠、或者不夠牢固。隨著越來越多難加工材料的應用,這個問題越來越重要。另外,很多常見的切槽刀具的斷屑、排屑和冷卻效果也不理想。
作為切槽專家的共識,切斷和深槽加工是特別困難的加工工藝“通常來說,為了避免刀具斷裂或其它問題,這類應用的切削參數很低,我們要改善這種狀況,并調整我們的刀具,達到最佳性能,例如出色的效率。而且我們已經取得了成功。”Markus Stumm充滿自信地說。
新型鎖緊系統:可靠、便于操作
瓦爾特研發的MX系列鎖緊方式,比以前的鎖緊方式更加便于操作及可靠。切向鎖緊的刀片具有沿加工方向自定心功能,安裝精度高。其原因之一是在刀片座上有一支定位銷,這種定位銷可保證刀具的安裝精度及可靠性;
方便的操作避免了裝錯刀片即使沒有經驗的機床操作人員,也可簡單正確的操作安裝。即使在要求嚴格的加工環境中,安裝操作也非常方便。這種固定方式的穩定性和重復定位精度都很高。這兩種因素,加上精磨的切削刃,完全可以保證很精確的中心高,以及工件的平面度要求,使得加工更加可靠穩定;
Walter Cut MX可轉位刀片的刀體設計可保護非工作切削刃口。如果一個切削刃斷裂,其它切削刃口仍可使用。此外,同一切削刀片類型可同時適合左手和右手刀體。因此,Walter Cut MX最適合高精密小件的高效可靠加工。我們在一臺瑞士自動車床上進行了大規模量產的刀具壽命試驗,成功證明了這個新產品系列的潛力。工件為1.4301不銹鋼管件,直徑5mm,使用1mm 刀片進行切斷加工Markus Stumm說:“采用全新的Walter Cut MX系統,我們的刀具壽命可延長三倍,而可靠性絲毫不減。”
GX34刀片系統的設計堅固結實,穩定性和加工可靠性都很高。Marcus Stumm補充說:“這對我們的大尺寸切斷刀片特別重要,采用長刀片導向,我們還可避免加工出凸面。一般來說,切斷后無需后續工藝。采用雙刃刀片切斷直徑為65毫米的零件時,效率也很高。
新系統的加工可靠性在客戶現場的加工試驗中得到證實。加工行業的一家知名客戶加工直徑可達60毫米的滲氮鋼傳動軸,這些傳動軸以前采用單刃系統切斷,但加工可靠性差強人意。切削刃經常斷裂,刀具使用壽命不確定。在不同機床上進行量產時,情況更加糟糕。因此,他們使用了全新的Walter Cut GX34。系統具有出色的穩定性,可降低加工振動。因此,進刀量可增加30%,刀具壽命延長100%。這種結果已經通過長期測試得到證實。
精密冷卻使切削參數翻番
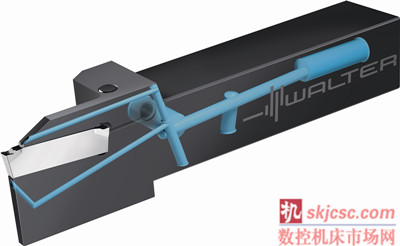
所有Walter Cut系列的刀具都采用高效精密冷卻,新產品也不例外。冷卻液直接噴射向切削區域,可保證最佳的冷卻效果以及很高的生產效率。“對于ISO-S材料,我們可使用針對性的高壓冷卻方式,使切削速度增加一倍,而刀具使用壽命保持不變。”
刀桿采用的精密冷卻設計,其冷卻液壓力為10~80巴。微型應用(例如醫療技術)所用的Walter Cut MX切槽刀具,設有一個大的冷卻液出口。GX24和GX34刀具在刀桿上有兩個冷卻液出口。因此,無需手動校準,系統具有前刀面后刀面同時冷卻。Markus Stumm說:“第二股冷卻液直接對準后刀面,可再次大大改善冷卻效果。”
精密冷卻對切屑成形也有積極效果。由于斷屑可通過冷卻液控制,所有切屑相對較短。此外,采用兩股冷卻液,可形成一層均勻的潤滑膜,切屑很容易從槽口排出,摩擦力小。因此,加工可靠性高,表面質量好。總之:加工成本低、效率高、性能非常出色。
圖片資料(圖片提供:瓦爾特公司):
圖片1:Markus Stumm

圖文說明:瓦爾特槽加工/螺紋車削產品經理Markus Stumm
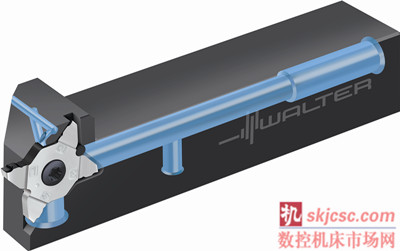
圖片2:Walter Cut GX34-R
圖文說明:用于較大工件的新系統Walter Cut GX34,具有2個刃口加工寬度可達3~4毫米,切深可達33毫米。
圖片3:G3011-P、G1011…GX24-P、 G1011…GX34-P
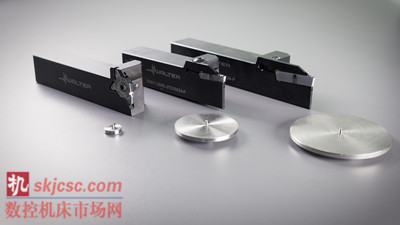
圖文說明:多刃切斷Walter Cut刀具產品系列一覽:G3011-P、G1011…GX24-P、 G1011…GX34-P。
圖片4:Walter Cut – MX, G3011-P
圖文說明:所有Walter Cut系列的刀具都采用高效精密冷卻:冷卻液直接噴射向切削區域,可保證最佳的冷卻效果以及很高的生產效率。
圖片5:帶有精磨切削刃口的Walter Cut MX

圖文說明:帶有四道切削刃口的Walter Cut MX可轉位刀片。較寬的接觸面,可提高穩定性,固定銷可保證精準對齊。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

