


兩種編程路徑的刀具半徑補償辨析
2018-5-23 來源: 河南科技大學機電工程學院 作者: 楊丙乾,吳孜越,雷賢卿
摘要: 介紹了刀具半徑補償的作用; 分析使用 “輪廓編程”和 “非輪廓編程”時,如何判定刀具半徑左、右補償,如何計算刀具半徑補償值; 并通過實例介紹了兩種編程路徑下,刀具半徑補償的具體應用和程序編寫方法,以及子程序編寫需要考慮的因素。
關鍵詞: 刀具半徑補償; 編程路徑; 輪廓編程; 非輪廓編程
在數控加工編程中,通過使用刀具半徑補償可以簡化程序編制。但在實際編程中,由于對刀具半徑補償概念認識不足,經常發生補償方向判定和補償值計算的錯誤。
下面就刀具半徑補償的概念、刀具半徑補償方向判別和補償值計算等問題進行分析。
1、刀具半徑補償的作用
刀位點是刀具上用來代表刀具運動坐標位置的點,不同的刀具其刀位點不盡相同,圓柱立銑刀的刀位點是銑刀端面中心點。
數控程序控制的是刀位點的運動軌跡,當直接采用工件加工表面輪廓坐標值進行編程時,刀位點就會沿著工件加工表面輪廓運動,由于刀具半徑的存在,刀具會多切入工件表面一個刀具半徑,從而造成過切。如果要避免刀具過切,刀具的實際走刀路徑就需要相對于工件加工表面輪廓向無材料側偏移一個刀具半徑。因此,就需要按照該偏移輪廓進行編程,這又需要計算編程路徑上大量的基點坐標,給編程帶來諸多不便。在數控系統中,可以采用刀具半徑補償設置,數控系統自動將刀具向工件輪廓無材料側偏移一個刀具半徑,以避免刀具過切,并免去人工計算刀具實際走刀路徑上大量基點坐標的繁雜工作。
2 、兩種編程路徑的刀具半徑補償辨析
(1) “輪廓編程圖
如圖1所示,數控銑削加工中,大多數情況下,直接按照零件表面輪廓 AB 的尺寸坐標進行編程,AB 稱為編程路徑,這種編程簡稱為“輪廓編程”。此時編程路徑與工件加工表面輪廓重合。在圖1中,“輪廓編程”時,沿進給方向看,刀具位于工件的左側,為了避免刀具多切入工件一個半徑,加工中刀具需要向工件輪廓的無材料側 ( 左側)偏移一個刀具半徑,此時,就稱為左刀補。如圖 1 所示,當零件表面需要進行多工步加工時,如: 粗、精兩個工步加工,工步 1 和工步 2 的刀具半徑補償值分別為:
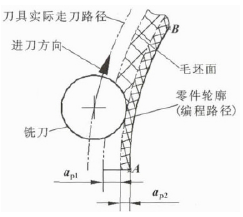
圖 1 “輪廓編程”的刀補
式中: R1為工步 1 的刀具半徑補償值;
R2為工步 2 的刀具半徑補償值;
r 為刀具半徑值;
ap2為工步 2 的背吃刀量。
推而廣之,當前工步的刀具半徑補償值,可用式 ( 1) 計算:
式中: Ri為第 i 工步的刀具半徑補償值;
api 為第i工步的背吃刀量
即: 當前工步的刀具半徑補償值就等于刀具半徑值加上之后所有工步的背吃刀量之和。
(2) “非輪廓編程”
圖 2 所示,為了簡化編程及工藝安排等需要,采用的編程路徑 AB 并不是零件的表面輪廓,這種編程簡稱為 “非輪廓編程”。
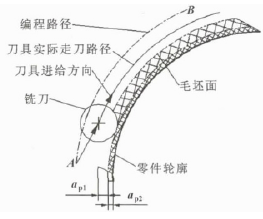
圖 2 “非輪廓編程”的刀補
在圖 2 中,沿進給運動方向看,刀具位于工件材料的左側。但由于編程路徑遠離工件輪廓,為保證能夠切除工件表面余量,刀具需要相對于編程路徑 AB向工件輪廓側 ( 右側) 偏移。因此,該刀補應該稱為 “右刀補”。實際上,“輪廓編程”時,也可以用這一原則判定刀具的左、右補償。即刀具的左、右刀補判定依據應是: 刀具相對于編程路徑的偏移方向。此時,工步 1 和工步2 的刀具半徑補償值可以根據圖 3 計算如下:
R1= B - r - ap2
R2= B - r式中: B
為編程路徑與零件表面間距離;
R1為工步 1 的刀具半徑補償值;
R2為工步 2 的刀具半徑補償值;
r 為刀具半徑值;
ap2為工步 2 的背吃刀量。
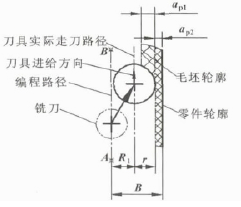
圖 3 “非輪廓編程”刀補值
推而廣之,當前工步的刀具半徑補償值,可用式(2) 計算:
式中: Ri為第 i 工步的刀具半徑補償值;
api為第 i 工步的背吃刀量。
3 、“輪廓編程” 時刀具半徑補償應用
圖 4 所示,一次走刀,以直徑 20 mm 的刀具,銑削□70 mm 的凸臺輪廓,采用左刀補。由式 (1)可知,此時可在數控系統中設置刀具半徑補償值為10。
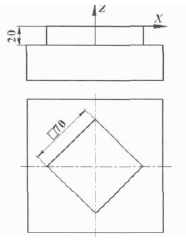
圖 4 外輪廓加工
采用主程序調用子程序,其程序編寫如下:
主程序:
O0001;
M6 T01;
G17 G90 G54;
G00 X90 Y0;
M03 S1000;
G00 G43 Z5 H01;
G01 M08 Z - 20 F100;
G01 G41 X49. 497 Y0 D01 F400;
M98 P0002;
M30;
輪廓加工子程序:
O0002;
G01 X0 Y - 49. 497;
G01 X - 49. 497 Y0;
G01 X0 Y49. 497;
G01 X49. 497 Y0;
G01 G40 X90 Y0;
G01 G49 M09 N05 Z200;
M99;
4 、“非輪廓編程” 時刀具半徑補償應用
圖 5 所示,一次走刀,以 15 mm 立銑刀銑削圓環槽。為獲得圓環槽內、外側壁較高的表面加工質量,走刀路徑均采用順銑安排,即內側壁按順時針走刀,外側壁按逆時針走刀
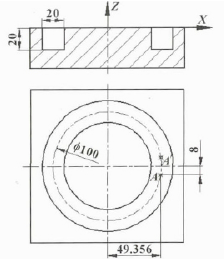
圖 5 圓環槽加工。
為簡化編程,編程路徑采用圓環槽中心線100mm 圓。由式 ( 2) 可知,此時可在數控系統中設置刀具半徑補償值為 2. 5。加工內外側壁均應采用右刀補。
為防止空刀運動切到工件,外側壁與內側壁加工路徑轉換時,以互為對稱的點 A、A' 作為路徑變換點。并用點 A 作為加工外側壁的起刀點,用點 A'作為加工內側壁的起刀點,以保證刀補運動盡量沿切線方向切入工件。
考慮到實際加工中可能分粗精加工和換刀等,將內外側輪廓加工分別寫成兩個子程序,其程序編寫如下:
主程序:
O0003;
M6 T02;
G17 G90 G54;
G00 X49. 356 Y - 8;
M03 S800;
G00 G43 Z5 H02;
G01 M08 Z - 20 F100;
G01 G42 X50 Y0 D02 F300;
M98 P0004;
G01 G42 X50 Y0 D02;
M98 P0005;
G00 X100 Y100;
M30;
加工外側壁子程序為:
O0004;
G03 I - 50;
G01 G40 X49. 356 Y8;
M99;
加工內側壁子程序為:
O0005;
G02 I - 50;
G01 G40 X49. 356 Y - 8;
G00 G49 Z200 M05 M09;
M99;
5 、結論
在零件輪廓銑削加工中,有 “輪 廓 編 程” 和“非輪廓編程”兩種編程路徑。在這兩種情況下,需要注意刀具半徑左、右補償的辨識,其刀具半徑補償值的計算有所不同。為了滿足工件加工工藝和簡化編程的要求,子程序編寫應考慮到粗、精加工工藝安排,切削用量的改變,刀具的更換等情況。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

