


表面織構(gòu)化刀具的研究現(xiàn)狀與進(jìn)展
2019-11-14 來源: 南京航空航天大學(xué) 機(jī)電學(xué)院 作者:郝秀清,宋曉路,李亮
摘要:高速切削加工作為難加工材料的主要加工方式,在其切削過程中,刀具的快速磨損、加工表面質(zhì)量差等問題顯著。近些年來,表面織構(gòu)由于在控制摩擦、減小磨損和改善潤滑性能等方面的作用引起了國內(nèi)外學(xué)術(shù)界和產(chǎn)業(yè)界的廣泛興趣,為刀具減摩降磨技術(shù)的研究提供了新方向。
表面織構(gòu)效應(yīng)是通過在摩擦副表面加工出具有不同形狀幾何參數(shù)和分布特征的微凹坑、微溝槽等陣列結(jié)構(gòu)時(shí),表面的摩擦磨損和潤滑特性隨之改變的熱動(dòng)力學(xué)效應(yīng)。針對表面織構(gòu)技術(shù)在刀具方面的應(yīng)用研究,描述了刀具表面織構(gòu)的主要制備方法,對比分析了各種制備方法的優(yōu)缺點(diǎn),然后分別闡述了微溝槽織構(gòu)、微凹坑織構(gòu)、納米織構(gòu)/微納復(fù)合結(jié)構(gòu)陣列以及織構(gòu)化自潤滑刀具在減緩刀具磨損、提高加工質(zhì)量等方面的研究現(xiàn)狀與進(jìn)展,同時(shí)分析了表面織構(gòu)改善刀具系統(tǒng)摩擦學(xué)性能的原因和機(jī)理,最后指出刀具表面織構(gòu)技術(shù)目前研究存在的問題及其對刀具減摩降磨的重要意義。
關(guān)鍵詞:表面織構(gòu);刀具;減摩降磨;加工質(zhì)量;仿生學(xué);潤滑
高速切削技術(shù)作為先進(jìn)制造技術(shù)中的重要技術(shù)之一,廣泛應(yīng)用于航空航天、模具、機(jī)械裝備、汽車和醫(yī)學(xué)等領(lǐng)域。與傳統(tǒng)切削加工相比,高速切削加工能夠提高生產(chǎn)效率,但對難加工材料而言,高速切削加工過程中的高切削溫度和切削區(qū)域的劇烈摩擦?xí)涌斓毒吣p,刀-屑界面摩擦系數(shù)增大,影響表面加工質(zhì)量。高切削溫度會(huì)導(dǎo)致主切削刃處應(yīng)力及其溫度梯度增大,刀具耐用度大為降低,與此同時(shí),刀具的快速磨損嚴(yán)重制約了切削效率的提高。在高速切削加工過程中,刀-屑界面上的材料會(huì)緊密結(jié)合,外部的潤滑液很難進(jìn)入刀-屑界面,只能通過毛細(xì)滲透等方式到達(dá)摩擦副界面的邊界區(qū)域。上述原因共同導(dǎo)致了刀具的快速磨損和工件表面加工質(zhì)量差的問題,故為了提高刀具耐用度和改善表面加工質(zhì)量,可從改善切削區(qū)的摩擦潤滑狀況出發(fā),優(yōu)化刀具結(jié)構(gòu)設(shè)計(jì)。
表面織構(gòu)技術(shù)作為表面工程技術(shù)中的一種,近些年成為表面工程領(lǐng)域中的研究熱點(diǎn)。所謂表面織構(gòu),是指通過電沉積、電火花、激光加工、光刻加工等方法在表面加工出不同幾何參數(shù)和分布特征的微凹坑、微溝槽等陣列結(jié)構(gòu)。通過表面織構(gòu)技術(shù),可以改變刀具表面的拓?fù)湫螒B(tài),同時(shí)設(shè)計(jì)合理的表面織構(gòu)來改善切削加工過程中刀-屑界面的摩擦狀
況,從而減緩刀具磨損,這對切削加工而言具有極為深遠(yuǎn)的工程意義。目前,國內(nèi)外眾多學(xué)者已開展了表面織構(gòu)化刀具在不同切削條件下切削性能的研究,研究結(jié)果表明,通過在刀具表面加工出微織構(gòu),可有效改善刀-屑界面的摩擦學(xué)狀態(tài),從而減緩刀具磨損,提高表面質(zhì)量和加工精度。
1 、 織構(gòu)化刀具的制備方法
在刀具表面加工微織構(gòu)是一種提高刀-屑界面摩擦學(xué)性能的有效手段。刀具表面微織構(gòu)所具備的儲(chǔ)油、儲(chǔ)屑、減小刀-屑接觸長度和切屑粘結(jié)等功能,可有效改善系統(tǒng)摩擦狀況和提高刀具切削性能。目前,刀具表面織構(gòu)加工的主要方法有激光加工、電火花加工、磨削加工、離子束加工等。幾種微織構(gòu)表面加工方法的優(yōu)缺點(diǎn)如表 1 所示.
表 1 表面微織構(gòu)幾種制備方法的優(yōu)缺點(diǎn)

激光加工法是通過激光器發(fā)射激光至工件表面,使其表面部分材料發(fā)生氣化和熔融。該方法具有能量密度高、加工效率高及加工過程污染小等優(yōu)點(diǎn),是目前刀具表面織構(gòu)加工的主要技術(shù)。江蘇大學(xué)符永宏等采用二極管泵浦 Nd:YAG 激光器在YG6X 硬質(zhì)合金刀具前刀面加工出具有一定尺寸和分布特征的微溝槽,其中微溝槽寬度為 50 μm,深度為 8 μm,微溝槽與實(shí)際切屑流向分別成 0°、30°和 60°。宋起飛等采用激光技術(shù)在試樣表面加工出凹坑等微織構(gòu),所加工的凹坑直徑分別為0. 4 mm 和 0. 8 mm,間距為 3 mm。胡天昌等則是通過激光技術(shù)在 45#鋼表面加工出填充有固體潤滑劑 Mo S2的微坑,該微坑型織構(gòu)在材料表面規(guī)則排布,其中微坑直徑分別為 65、170 和 260 μm,深度在 14~16 μm 之間。
電火花加工則是通過工件電極與工具電極之間產(chǎn)生脈沖火花放電來腐蝕工件,從而獲得所需的加工形狀。電火花加工法適用于傳統(tǒng)加工方式難以加工的材料,同時(shí)還能進(jìn)行復(fù)雜結(jié)構(gòu)的加工。Koshy 等通過電火花技術(shù)加工在刀具表面加工面型織構(gòu)和微溝槽陣列,其中微溝槽方向與主切削刃平行,深度和寬度約為 100 μm。山東大學(xué)宋文龍等采用微細(xì)電火花技術(shù)在 YG8 硬質(zhì)合金刀具表面加工出孔狀微織構(gòu),其中微孔直徑為 0.35 mm,深度為 1 mm。
磨削加工法是通過砂輪尖端在刀具表面加工出微織構(gòu)。與其他非接觸式加工方法相比,磨削加工在微織構(gòu)形狀控制和表面質(zhì)量方面具有一定優(yōu)勢。華南理工大學(xué)謝晉課題組采用磨削技術(shù)磨削刀具前刀面,在未涂層刀具表面加工出 V 形的不同方向的微溝槽,其中微溝槽深度在 25~149 μm 之間,方向分別與主切削刃平行、成 45°夾角和垂直。
離子束加工是在真空條件下,將離子束加速聚焦并投射到材料表面,產(chǎn)生濺射效應(yīng)和注入效應(yīng),從而在材料表面加工出微織構(gòu)。離子束加工具有加工精度高,加工應(yīng)力和熱變形都極小等優(yōu)點(diǎn),但其加工成本高、生產(chǎn)效率低,故目前尚無法進(jìn)行大規(guī)模應(yīng)用。孫華亮等通過聚焦離子束技術(shù)在 Ti Al N 涂層刀具前刀面加工微溝槽,其中所采用的離子束能量為 30 ke V,束流為 21 n A,所加工出的微溝槽寬度為 2 μm,深度為 1.2 μm。英國 Chang W L 等采用離子束加工技術(shù)在微銑刀前刀面分別加工出與主切削刃平行、成45°夾角和垂直的微溝槽刀具,其中微溝槽寬度為 4.5 μm,深度為 7.5 μm,間距為 4.5 μm。
2 、織構(gòu)化刀具的幾何類型及減摩機(jī)理
刀具表面織構(gòu)的幾何類型主要有以下幾種:微凹坑、微溝槽和納米織構(gòu)/微納復(fù)合結(jié)構(gòu)陣列三大類(圖 1)。刀具表面的織構(gòu)形貌在很大程度上影響著微織構(gòu)刀具的減摩性能,只有當(dāng)織構(gòu)的幾何參數(shù)在一定范圍內(nèi),它才能發(fā)揮其潤滑作用,為刀具減摩降磨提供保障。
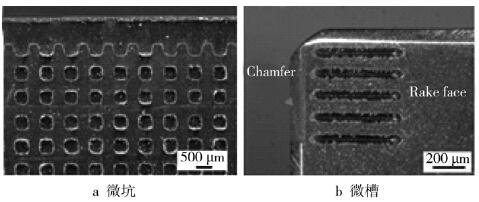
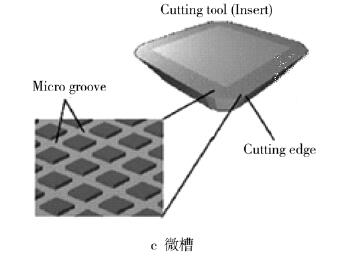
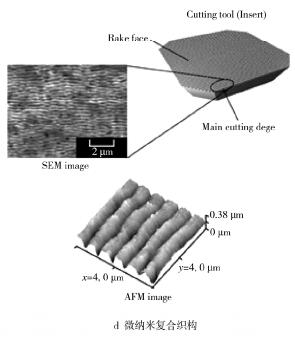
圖 1 幾種刀具表面織構(gòu)類型
2.1 微溝槽型織構(gòu)
刀具表面加工微溝槽示例如圖 2 所示,與微坑織構(gòu)相比,微溝槽方向的不同在一定程度上會(huì)影響切屑的排出,進(jìn)而影響織構(gòu)化刀具的切削性能,故與微凹坑織構(gòu)相比,其減摩機(jī)理更復(fù)雜。
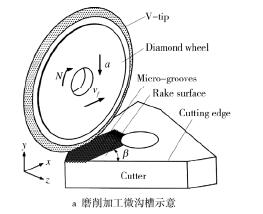
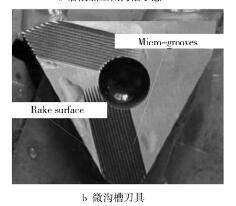
圖 2 在刀具表面加工出微溝槽
目前在激光加工刀具表面微織構(gòu)領(lǐng)域,對硬質(zhì)合金織構(gòu)化刀具的研究最深入。長春理工大學(xué)于占江等采用激光加工法在 YG8 硬質(zhì)合金表面加工出微溝槽,然后在車床上進(jìn)行 AL6061 鋁棒切削試驗(yàn),研究結(jié)果表明,微溝槽的置入在一定程度上減小了刀具前刀面磨損并改善了工件的表面質(zhì)量,通過仿真分析,發(fā)現(xiàn)與無織構(gòu)刀具相比,微溝槽刀具應(yīng)力分布狀況得到改善。與此同時(shí),他們還對比了橫向、縱向和斜向微溝槽的切削性能,發(fā)現(xiàn)橫向微溝槽排屑較困難,切屑粘結(jié)現(xiàn)象比較嚴(yán)重,刀具表面有部分基體剝落,縱向和斜向微溝槽有利于切屑排出,切屑粘結(jié)程度輕,刀具耐磨性得到提高。華中科技大學(xué)吳克忠等設(shè)計(jì)了具有減摩功能的織構(gòu)刀具,并用此進(jìn)行經(jīng)正火后的 50#鋼切削試驗(yàn),發(fā)現(xiàn)微織構(gòu)刀具能有效降低切削過程中的主切削力,同時(shí)還可提高刀具的斷屑性能。在傳統(tǒng)切削加工中,刀具表面易出現(xiàn)粘結(jié)現(xiàn)象,而刀具表面與切屑粘結(jié)會(huì)加快刀具的磨損,從而降低刀具耐用度。巴西 Davi N 等在 4 mm 水層下或空氣中用不同功率的 Nd:YAG 激光器在硬質(zhì)合金刀具表面加工出微織構(gòu),然后采用 PVD 技術(shù)在刀具表面沉積一層 Ti Al N 涂層,由此制備出 Ti Al N 涂層微織構(gòu)刀具并用它們干車削 45#鋼,結(jié)果表明微織構(gòu)刀具會(huì)減緩刀具表面的磨損,但不會(huì)改變其磨損機(jī)制;與此同時(shí)刀具表面粗糙度相應(yīng)增大,提高了基體上涂層的粘合性能。激光輻射所產(chǎn)生的熱會(huì)使刀具表面硬質(zhì)合金顆粒的化學(xué)成分發(fā)生改變,其 WC 相會(huì)生成新的 WC1-x相,微織構(gòu)刀具表面抗粘結(jié)性能因此增強(qiáng)。
Silva W 等 同樣用 Nd:YAG 激光器在硬質(zhì)合金刀具前刀面加工出陣列微溝槽,通過 CVD 技術(shù)在刀具前刀面沉積三層涂層(Ti CN-Al2O3-Ti N),微溝槽方向分別平行和垂直于切屑流向,研究結(jié)果表明與無織構(gòu)刀具相比,微織構(gòu)刀具可以降低刀具前刀面磨損和后刀面磨損,提高刀具耐用度,如圖3 所示,當(dāng)微溝槽方向垂直于切屑流向時(shí)刀具切削性能更好。
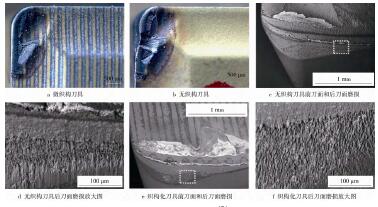
圖 3 刀具表面磨損
日本 Kawasegia N 和 Enomoto T 等進(jìn)行了硬質(zhì)合金微織構(gòu)刀具的切削試驗(yàn)及其減摩機(jī)理研究,發(fā)現(xiàn)與無織構(gòu)刀具相比,微織構(gòu)刀具可有效降低切削力并提高刀具耐磨性,與此同時(shí)刀具表面的潤滑狀態(tài)得到改善。究其原因可能是因?yàn)榈毒弑砻嫖⒖棙?gòu)的置入減小了刀-屑接觸長度,減緩了刀具磨損,另外由于微溝槽具有儲(chǔ)油、儲(chǔ)屑等功能,微織構(gòu)刀具表面的潤滑狀態(tài)得到改善,減小了刀-屑界面的摩擦。日本大阪大學(xué) Sugihara T 等針對刀具表面的嚴(yán)重粘結(jié)現(xiàn)象,利用飛秒激光系統(tǒng)在刀具表面加工出微溝槽,在不同潤滑條件下切削中碳鋼,研究結(jié)果表明微溝槽的存在可同時(shí)減緩刀具表面的前刀面和后刀面磨損,微織構(gòu)的尺寸也會(huì)影響刀具的耐磨性,溝槽寬度適當(dāng)增加可進(jìn)一步減緩刀具磨損,但在干切條件下,過大的溝槽寬度反而起負(fù)面作用,此時(shí)接觸應(yīng)力增大,會(huì)抵消寬度增大所帶來的影響。此時(shí)織構(gòu)參數(shù)和切削條件對刀具抗磨性的影響如圖 4 所示。
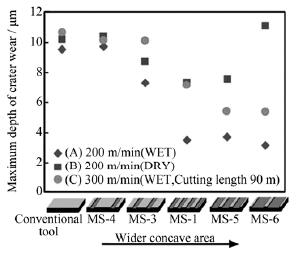
圖 4 不同條件下刀具前刀面磨損最大深度
山東大學(xué)張克棟等采用激光加工技術(shù)在刀具表面加工微溝槽,然后再沉積一層 Ti Al N 薄膜,如圖 5 所示。在潤滑條件和干切削條件下分別比較無織構(gòu)涂層刀具與織構(gòu)化涂層刀具的切削性能,發(fā)現(xiàn)在潤滑條件下切削液會(huì)進(jìn)入微溝槽,微溝槽收集切屑并為潤滑膜提供切削液,故織構(gòu)化涂層刀具可減緩刀具前刀面磨損,降低切削力和切削溫度。在干切削條件下,織構(gòu)化涂層刀具和無織構(gòu)涂層刀具的切削力基本相等,由此可推測微溝槽具有儲(chǔ)存潤滑液的功能。
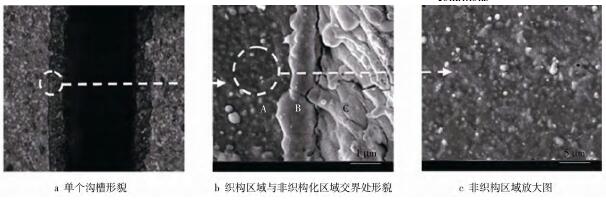
圖 5 織構(gòu)化涂層刀具溝槽形貌、織構(gòu)區(qū)域與非織構(gòu)化區(qū)域交界處形貌
此外,也有學(xué)者將微溝槽織構(gòu)應(yīng)用至鉆頭表面。美國西北大 Ling T 等通過激光加工技術(shù)在鉆頭表面加工出微溝槽陣列,利用該微織構(gòu)鉆頭在鈦合金板上進(jìn)行鉆孔試驗(yàn),結(jié)果表明在鉆孔過程中無織構(gòu)鉆頭和織構(gòu)化鉆頭表面均有切屑脫落,但織構(gòu)化鉆頭切屑脫落更多,相同鉆削條件下微織構(gòu)鉆頭耐用度更高。他們同時(shí)還加工了微溝槽密度分別為 10%和 20%的織構(gòu)化鉆頭,發(fā)現(xiàn)溝槽密度為 10%的織構(gòu)化鉆頭耐用度最高,由此可見微溝槽密度并非越大越好,而是應(yīng)處于一定范圍內(nèi)。
2.2 微凹坑型織構(gòu)
合肥工業(yè)大學(xué)楊超等采用激光加工技術(shù)在硬質(zhì)合金刀具前刀面加工出微凹坑型織構(gòu)并進(jìn)行切削試驗(yàn),該微織構(gòu)三維形貌如圖 6 所示。通過改變微坑的直徑、深度、面積占有率等參數(shù),來比較不同幾何參數(shù)的微坑型織構(gòu)對刀具切削性能的影響,研究結(jié)果表明,切削過程中切削液可迅速進(jìn)入微凹坑,改善刀-屑界面潤滑狀態(tài),但只有當(dāng)微織構(gòu)幾何參數(shù)合適時(shí),該微織構(gòu)刀具才能有效改善刀具的切削性能,在此基礎(chǔ)上得到了微織構(gòu)幾何參數(shù)的最優(yōu)組合,當(dāng)微坑直徑為 110 μm 和 200 μm,深度為 7 μm,面積占有率為 20%及微坑直徑為 170 μm,深度為 10 μm,面積占有率為 10%時(shí),微織構(gòu)刀具切削性能最好。Obikawa T 等在硬質(zhì)合金刀具前刀面制備了微方坑陣列織構(gòu),通過正交切削試驗(yàn),研究了微凹坑織構(gòu)對刀-屑界面潤滑狀態(tài)的影響。德國 Johannes K 等同樣在硬質(zhì)合金刀具表面加工出微凹坑織構(gòu),如圖 7 所示。之后由此進(jìn)行碳素鋼切削試驗(yàn),研究結(jié)果表明與無織構(gòu)刀具相比,微凹坑型織構(gòu)在切削過程中積屑瘤更穩(wěn)定,這在一定程度上減緩了刀具磨損,提高了刀具耐用度。美國 Lei S 等采用飛秒激光技術(shù)在硬質(zhì)合金刀具前刀面加工出直徑在幾十到幾百微米的微坑織構(gòu),微坑織構(gòu)中還填有固體或液體潤滑劑,由此進(jìn)行低碳鋼切削試驗(yàn)。研究結(jié)果表明:與無織構(gòu)刀具相比,微坑型織構(gòu)刀具降低了切削力,其刀-屑接觸長度降低約 30%。
Ma J F 等則對微坑織構(gòu)參數(shù)在切削過程中的作用進(jìn)行了仿真分析,結(jié)果表明微坑的存在降低了切削過程中的能量消耗,并減小了切削力。
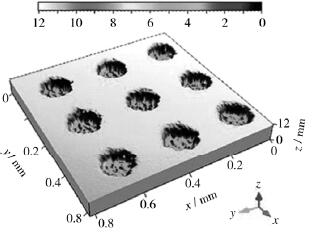
圖 6 微凹坑型織構(gòu)三維形貌
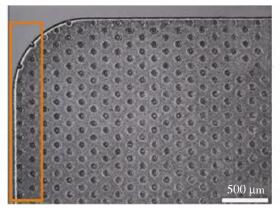
圖 7 微凹坑型織構(gòu)化刀具前刀面形貌
陶瓷刀具具有耐磨性好、硬度高及高溫力學(xué)性能優(yōu)良等優(yōu)點(diǎn),故其多用于加工難加工材料 ,通過將表面織構(gòu)技術(shù)與陶瓷刀具相結(jié)合,可進(jìn)一步提高其對難加工材料的切削性能。廣東工業(yè)大學(xué)劉澤宇等通過激光技術(shù)在陶瓷刀具表面加工出微坑并進(jìn)行摩擦磨損試驗(yàn),研究結(jié)果表明與無織構(gòu)陶瓷刀具相比,微織構(gòu)陶瓷刀具可降低系統(tǒng)摩擦副表面的摩擦系數(shù),微坑的存在可擴(kuò)大刀具的散熱面積,降低切削溫度,同時(shí)微坑還能容納一部分切屑,提高刀具的抗粘結(jié)性和抗磨損性,通過有限元分析發(fā)現(xiàn)無織構(gòu)陶瓷刀具應(yīng)力集中現(xiàn)象十分明顯,而微織構(gòu)陶瓷刀具的應(yīng)力分布狀況得到了改善,應(yīng)力場分布較均勻。
2.3 納米織構(gòu)微納復(fù)合織構(gòu)陣列
單一型微織構(gòu)刀具具有尺寸相對較大,減摩降磨性能好,在潤滑條件下能有效降低切削溫度等優(yōu)點(diǎn),但研究發(fā)現(xiàn)單一型微織構(gòu)刀具在切削過程中極易出現(xiàn)二次切削現(xiàn)象,切屑很容易堵塞微織構(gòu)。單一型納米織構(gòu)刀具尺寸較小,故其織構(gòu)深度較小,刀具抗磨性能提高有限,減摩降磨作用時(shí)間也將有所減小。微納復(fù)合織構(gòu)陣列則綜合了二者特點(diǎn),其切削性能與二者相比有了一定程度的提高。
日本 Kawasegi N 等采用飛秒激光技術(shù)在硬質(zhì)合金刀具表面加工出微米和納米溝槽,在微量潤滑條件下對鋁合金進(jìn)行切削試驗(yàn),研究結(jié)果表明微納米織構(gòu)的存在能提高刀具耐磨性,降低切削過程中的切削力,與此同時(shí),溝槽相對于切屑流出方向的不同會(huì)影響微織構(gòu)刀具的切削性能,其中垂直于切 屑 流 出 方 向 的 微 織 構(gòu) 刀 具 切 削 性 能 最 好 。Sugihara T 等針對鋁合金深孔加工過程中切屑嚴(yán)重粘結(jié)等問題,同樣采用飛秒激光加工技術(shù)在硬質(zhì)合金刀具表面加工出微納復(fù)合織構(gòu),在切削鋁合金過程中發(fā)現(xiàn)微納復(fù)合織構(gòu)改善了刀-屑界面的潤滑狀態(tài),減輕了刀具表面的切屑粘結(jié)現(xiàn)象。這為刀具減摩降磨研究提供了新的指導(dǎo)方向,在此基礎(chǔ)上,他們設(shè)計(jì)了一種新型微納復(fù)合陣列織構(gòu)化刀
具,以降低刀具磨損和提高刀具耐用度。
山東大學(xué)邢佑強(qiáng)等采用飛秒激光技術(shù)在 Al2O3/Ti C 陶瓷刀具表面分別制備了平行于切削刃、垂直于切削刃及波浪狀這些幾何特征不同的微納織構(gòu),其中波浪狀微納復(fù)合織構(gòu)如圖 8 所示,在干切條件下進(jìn)行切削淬火鋼試驗(yàn),發(fā)現(xiàn)與普通刀具相比,微納織構(gòu)刀具不僅能減少刀具磨損,還能減小切削過程中的機(jī)械振動(dòng),從而得到更均勻的表面質(zhì)量。由此推斷在干切條件下微織構(gòu)的存在仍有一定的積極作用,它仍可以收集切屑,減輕切削過程中刀具表面的“犁溝”現(xiàn)象,同時(shí)減小了刀-屑接觸長度,這樣可減小切屑在刀具表面的粘結(jié)。馮秀亭等結(jié)合納米織構(gòu)和微米織構(gòu)的特點(diǎn),采用 Nd:YAG 激光器分別加工了納米織構(gòu)和微/納復(fù)合織構(gòu)陶瓷刀具,并與微米織構(gòu)刀具相對比,發(fā)現(xiàn)微/納復(fù)合織構(gòu)刀具減摩降磨效果最好,并用有限元分析方法進(jìn)行了驗(yàn)證。在前期的切削過程中,納米織構(gòu)居于主導(dǎo)地位,經(jīng)一段時(shí)間后,微米織構(gòu)起主要作用,整個(gè)切削過程刀具抗磨性都得到加強(qiáng)。
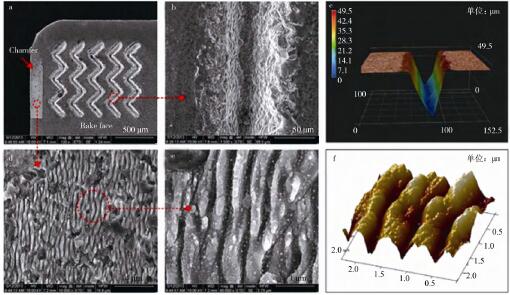
圖 8 微納復(fù)合織構(gòu)刀具. (a)Al2O3/Ti C 陶瓷刀具表面 SEM 圖; (b)微米織構(gòu) SEM 圖; (c)微溝槽三維光學(xué)顯微鏡圖; (d)和(e)納米織構(gòu) SEM 圖; (f)納米溝槽 AFM 圖
2.4 不同類型織構(gòu)的減摩機(jī)理
在表面織構(gòu)對刀具減摩機(jī)理的認(rèn)識(shí)方面,目前研究認(rèn)為刀具表面加工微織構(gòu)后,將形成具有高強(qiáng)度、高硬度的晶層和殘余壓力層,這在一定程度上可提高刀具耐用度。另一方面,微織構(gòu)刀具能減小刀-屑接觸長度,同時(shí)其磨粒磨損現(xiàn)象減輕,從而減緩刀具磨損。不僅如此,在潤滑條件下進(jìn)行刀具切削試驗(yàn)時(shí),刀-屑界面往往處于邊界潤滑狀態(tài),微織構(gòu)此時(shí)其儲(chǔ)存潤滑液的功能,為刀-屑界面提供二次潤滑,進(jìn)一步減緩刀具磨損。
實(shí)際上,織構(gòu)類型不同,刀-屑界面潤滑膜狀態(tài)也將有所差異,從而造成刀具的減摩降磨功能不同。不同類型織構(gòu)對潤滑狀態(tài)的影響如圖 9 所示。
通常來講,切屑的切削力和剪切力促使?jié)櫥ぴ诘?屑界面運(yùn)動(dòng),此時(shí)潤滑膜速度在垂直于切屑運(yùn)動(dòng)方向?qū)⑿纬伤俣忍荻龋叫杏谇行歼\(yùn)動(dòng)方向的同一平面內(nèi)潤滑膜速度恒定。對單一織構(gòu)類型而言,潤滑膜運(yùn)動(dòng)基本穩(wěn)定,由于刀-屑界面通常處于邊界潤滑狀態(tài),故刀具與切屑之間的潤滑膜可能處于斷續(xù)接觸狀態(tài)(如圖 9a 和 9b)。對微凹坑織構(gòu)而言,由于其潤滑膜扁平且相對密閉,故在微凹坑周圍可獲得較高的潤滑膜壓力。而對微溝槽織構(gòu)而言,微溝槽還將連通外界空氣,此時(shí)在微溝槽內(nèi)的主要承載區(qū)域潤滑膜厚度最大,而微溝槽向有效承載區(qū)切削液的不斷補(bǔ)充則會(huì)提高整體潤滑膜壓力。從接觸面積來講,當(dāng)微凹坑與微溝槽的占空比(織構(gòu)特征寬度與間距的比值)相同時(shí),在相同切削條件下微凹坑織構(gòu)化刀具的刀-屑接觸長度要大于橫向(與切屑運(yùn)動(dòng)方向垂直的方向)微溝槽織構(gòu)化刀具,此時(shí)微凹坑織構(gòu)化刀具摩擦副表面接觸面積更大,故微凹坑織構(gòu)化刀具的刀-屑粘結(jié)和刀具磨損現(xiàn)象仍較為嚴(yán)重。
從熱傳導(dǎo)方面來講,微溝槽織構(gòu)比微凹坑織構(gòu)更有利于刀具的熱傳導(dǎo),促進(jìn)刀具表面與空氣的對流,因此可更有效地降低切削溫度。綜上,與微凹坑織構(gòu)化刀具相比,橫向微溝槽織構(gòu)化刀具在提高切削性能和刀具耐用度方面具有更佳的結(jié)果。
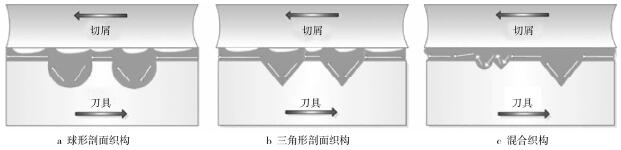
圖 9 不同類型織構(gòu)的潤滑狀態(tài)示意
對于混合織構(gòu)而言,由于刀具表面織構(gòu)類型的變化將降低潤滑膜的穩(wěn)定性,故此時(shí)沿垂直于切屑運(yùn)動(dòng)方向潤滑膜速度將有所提高,而此方向潤滑膜的速度將對邊界潤滑狀態(tài)下潤滑膜分布不均的狀態(tài)起到改善作用。此外,微織構(gòu)的作用相當(dāng)于流體動(dòng)壓潤滑軸承,流體潤滑狀態(tài)的改變將增大其徑向力。結(jié)合圓弧織構(gòu)與三角剖面織構(gòu)的混合織構(gòu)將改善界面的壓力分布,從而起到提高潤滑膜徑向力的作用。潤滑膜徑向力的提高,可使刀-屑界面之間的接觸區(qū)域減小,降低界面摩擦力,從而降低切削力、平均摩擦系數(shù)和刀具磨損。
3 、織構(gòu)化自潤滑刀具
在金屬切削加工過程中,刀具表面摩擦劇烈,切削溫度很高,到達(dá)一定程度后刀具會(huì)因磨損劇烈而失效。故為減輕切削過程中刀具磨損現(xiàn)象,目前普遍在切削加工過程中使用切削液。然而自潤滑材料的出現(xiàn)為刀具減摩降磨提供了新的途徑 。自潤滑刀具在干切削條件下仍然能夠?qū)崿F(xiàn)自潤滑加工,它主要是依靠刀具在高切削溫度的條件下發(fā)生摩擦化學(xué)反應(yīng),此時(shí)刀具表面有潤滑膜產(chǎn)生,從而實(shí)現(xiàn)其自潤滑功能,除此之外,也可向刀具材料中添加固體潤滑劑或表面離子注入等實(shí)現(xiàn)刀具自潤滑功能,這樣可以避免在切削過程中使用切削液,減少環(huán)境污染。
山東大學(xué)鄧建新等將表面織構(gòu)技術(shù)與自潤滑刀具技術(shù)相結(jié)合,制備出微織構(gòu)自潤滑刀具,微織構(gòu)內(nèi)填充固體潤滑劑,如圖 10 所示。他們采用激光加工技術(shù)在硬質(zhì)合金刀具前刀面加工出微織構(gòu),微織構(gòu)內(nèi)填有 Mo S2固體潤滑劑,然后用此在干切削條件下進(jìn)行淬火 45#鋼的切削試驗(yàn),試驗(yàn)結(jié)果表明與傳統(tǒng)刀具相比,微織構(gòu)自潤滑刀具能夠提高系統(tǒng)摩擦學(xué)性能,有效降低切削力,同時(shí)微織構(gòu)的幾何參數(shù)和分布區(qū)域也會(huì)影響刀具表面的摩擦學(xué)狀況,微織構(gòu)設(shè)計(jì)得當(dāng)方能提高刀具的切削性能,減緩刀具磨損。
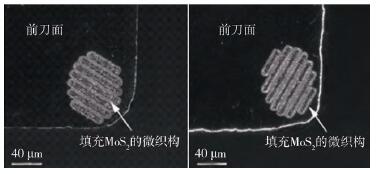
圖 10 微織構(gòu)自潤滑刀具表面形貌
吳澤等同樣通過激光技術(shù)在硬質(zhì)合金刀具表面加工出橢圓形微溝槽刀具,其中微溝槽深度為 50 μm,寬度為 150 μm,微溝槽內(nèi)還填充有固體潤滑劑,由此進(jìn)行 TC4 鈦合金切削試驗(yàn),發(fā)現(xiàn)與無織構(gòu)刀具相比,微織構(gòu)自潤滑刀具能夠改善刀-屑界面的潤滑狀態(tài),還能顯著地降低切削過程中的切削力和切削溫度,從而提高刀具耐用度。連云崧等通過飛秒激光微細(xì)加工技術(shù)在硬質(zhì)合金刀具前刀面加工出納米織構(gòu)自潤滑刀具,并向織構(gòu)內(nèi)填充 WS2固體潤滑劑,用傳統(tǒng)刀具、納米織構(gòu)刀具、納米織構(gòu)自潤滑刀具進(jìn)行對比切削試驗(yàn),研究結(jié)果表明與傳統(tǒng)刀具相比,納米織構(gòu)刀具和納米織構(gòu)自潤滑刀具可有效減小刀-屑界面的摩擦系數(shù),減輕刀具的粘結(jié)現(xiàn)象并降低切削力和切削溫度,而在二者之中納米織構(gòu)自潤滑刀具切削性能要優(yōu)于納 米 織 構(gòu) 刀 具 。 湘 潭 大 學(xué) 龍 遠(yuǎn) 強(qiáng) 等鑒 于0Cr18Ni9 奧氏體不銹鋼的難切削特性,在硬質(zhì)合金刀具前刀面加工出填有固體潤滑劑的微織構(gòu),從而制備得到微織構(gòu)自潤滑刀具,并用此刀具進(jìn)行0Cr18Ni9 奧氏體不銹鋼切削試驗(yàn),發(fā)現(xiàn)與無織構(gòu)刀具相比,微織構(gòu)自潤滑刀具能顯著降低主切削力和切削溫度,其中主切削力降低了 8%~16%,切削溫度降低了 15%~24%,切屑粘結(jié)現(xiàn)象也得到了一定程度的減輕。
表面織構(gòu)技術(shù)與自潤滑刀具技術(shù)相結(jié)合在刀具應(yīng)用領(lǐng)域具有廣闊的前景,但目前尚未明確在織構(gòu)化自潤滑刀具中微織構(gòu)與刀具自潤滑的減摩作用的主次性,有待進(jìn)一步探討研究,由此可為織構(gòu)化自潤滑刀具減摩機(jī)理提供指導(dǎo)理論方向。
4 、存在的問題
目前對微織構(gòu)刀具的研究尚無系統(tǒng)的理論和試驗(yàn)論證,對微織構(gòu)刀具織構(gòu)參數(shù)設(shè)計(jì)和位置分布尚處于起步階段,還需進(jìn)一步的優(yōu)化設(shè)計(jì)理論和模型,并用仿真分析和試驗(yàn)進(jìn)行驗(yàn)證,進(jìn)而優(yōu)化刀具表面微織構(gòu)的尺寸、分布位置和方式。其次目前對刀具表面織構(gòu)的研究多為利用織構(gòu)來減小刀-屑接觸長度,實(shí)現(xiàn)織構(gòu)的儲(chǔ)油、儲(chǔ)屑等功能,缺乏對切削介質(zhì)運(yùn)動(dòng)狀態(tài)的控制,而且因?qū)嶋H切削過程中刀-屑界面工況惡劣,現(xiàn)有微織構(gòu)刀具的減摩功能會(huì)逐漸失效。
5 、結(jié)語
織構(gòu)化刀具利用表面技術(shù)在刀具表面加工出織構(gòu),由此提高刀具的切削性能。國內(nèi)外專家學(xué)者由此進(jìn)行了大量的試驗(yàn)和分析,研究結(jié)果表明:織構(gòu)化刀具可減小刀-屑接觸長度,提高系統(tǒng)摩擦學(xué)性能,減緩刀具磨損并減輕切屑粘結(jié)現(xiàn)象,降低切削力和切削溫度。鑒于高速加工在我國制造業(yè)中的基礎(chǔ)地位和重要性及高速加工中刀具磨損現(xiàn)象極為嚴(yán)重,亟需開發(fā)新型刀具技術(shù),提高刀具耐用度和工件加工質(zhì)量,從而降低生產(chǎn)成本并提高生產(chǎn)效率。故織構(gòu)化刀具成為如今刀具制造業(yè)的研究熱點(diǎn),在潤滑條件下,織構(gòu)化刀具表現(xiàn)了良好的切削性能,可有效提高刀具耐用度,對新型刀具技術(shù)的發(fā)展具有極為深遠(yuǎn)的意義。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別