


基于宏變量的刀具半徑補償
2020-3-24 來源:陜西國防工業職業技術學院 作者: 雒鈺花
摘 要:介紹了刀具半徑補償的作用,分析了基于宏變量的刀具半徑補償方法。 以數控加工圓形凸臺零件為例,給出了基于宏變量的刀具半徑補償應用實例,并與普通加工、無刀半徑補償加工相比較,確認基于宏變量的刀具半徑補償的優越性。
關鍵詞:刀具 半徑補償 加工 宏變量
1、 刀具半徑補償作用
刀具半徑補償在數控加工編程中應用靈活多變,功能強大[1-2],它可以減少數控編程中煩瑣的計算[3-5],不必求出刀具中心的運動軌跡, 只需按被加工零件輪廓曲線編程即可。在程序中給出刀具半徑的補償指令,就可加工出零件的輪廓曲線,使編程簡化。在宏程序編程中,刀具半徑補償功能作用更為明顯,這是因為刀具半徑補償參數可以內部傳遞, 并且參數可以根據需要變化,在實際加工中,宏變量有廣泛應用空間[6-8]。
2 、基于宏變量的刀具半徑補償方法
2.1 刀具半徑補償形式
刀具半徑補償在手工編程中主要有兩種形式:①在普通程序中, 刀具半徑補償值是固定值, 無參數設置;② 在宏程序中,對刀具半徑補償值有參數設置,需要對補償值建立宏變量。 通過宏變量對刀具半徑補償值建立數學表達式,直接進行變量傳遞來改變刀補值,給加工帶來方便。
2.2 宏變量設定方法
宏變量刀具半徑補償值的設定方法有兩種:① 無變量指令代碼設定;② 有變量代碼指令設定。 對于有刀具半徑補償功能的數控系統, 刀具半徑補償值的參數設定有專門的編程指令,不同的數控系統,刀具半徑補償宏變量的設定方法不一致。 下面以發那科系統為例, 具體介紹宏變量在刀具半徑補償編程中的使用方法。 利用 G10 指令可設定刀具半徑補償值參數[9],見表1。 表 1 中 H 代碼為長度補償,D 代碼為半徑補償,P 為刀具補償號,R 為刀具補償值。
表 1 刀具半徑補償種類和指令格式
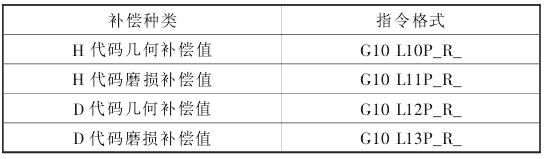
在 G90 指令方式下,實際刀具補償值=補償值。 在G91 指令方式下, 實際刀具補償值=補償值+刀具補償號的刀補值。
3 、應用實例
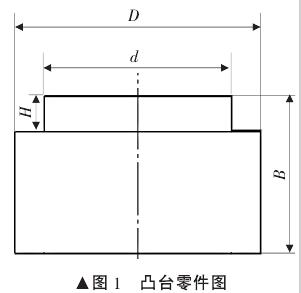
數控加工如圖 1 所示圓形凸臺零件,其尺寸如下:D =準100 mm,d =準40mm,H=5 mm。 用三種程序對比說明宏變量刀具半徑補償編程方法。
(1) 普 通 加 工 程序。 程序如下:
G00 X20 Y50;// 刀 具
定位至點(20,50)處
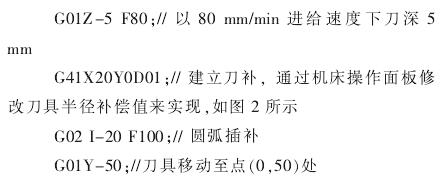
普通加工程序的刀具半徑補償執行過程中, 在操作面板 OFFSET 模式下由手工修改刀具半徑補償值。同一輪廓的粗精加工需不斷修改刀補值,操作煩瑣,使用不便。下述應用宏變量的數控加工程序,可以根據需要設定變量并賦初值,即可達到加工要求[10-11],程序操作簡便,通用性強,提高了加工效率。
(2) 直接使用變量實現圓臺粗精加工。 無刀具半徑補償的宏指令程序如下:
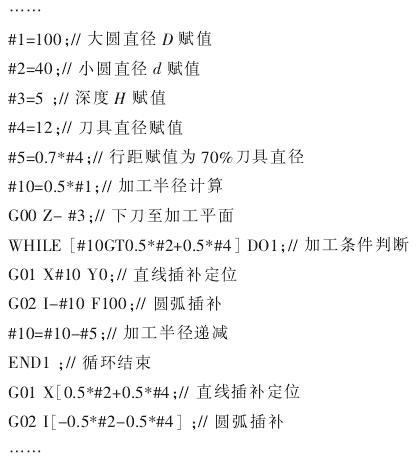
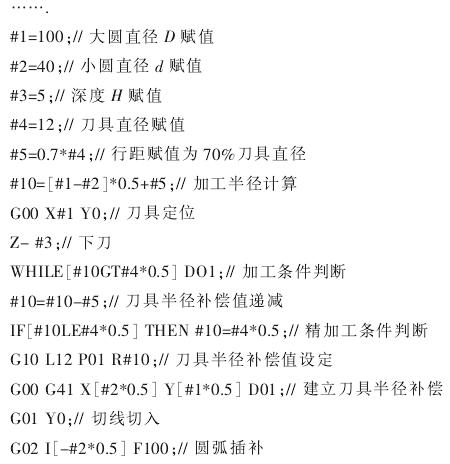
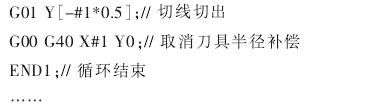
(3) 通過宏指令 G10 設定刀具半徑補償值實現圓臺粗精加工。 有刀具半徑補償的宏指令程序如下
4 、結束語
綜上所述, 傳統手工編程用刀具半徑補償來實現零件輪廓粗精加工,其編程較為煩瑣,不能充分體現數控機床加工零件的優越性。 采用宏指令刀具半徑補償的宏程序通用性強,正確使用可事半功倍,改變了修改刀具半徑補償的手工編程運行方式, 簡化了程序運行步驟,縮短了零件加工時間,提高了生產效率,給數控機床用戶帶來了方便。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

