


肯納金屬推出了適用于高溫合金應用的最新KCS10B車削刀具
2020-8-4 來源:-- 作者:-
肯納金屬推出了適用于高溫合金應用的最新KCS10B車削刀具材質, 用于加工航空航天等領域的鎳,鈷和鐵基以及其它高溫合金等。
KCS10B具有革命性的涂層,附著于超細晶硬質合金基體,其涂層附著力非常優異,在加工的高溫合 金時,刀具壽命可延長高達50%,并可提供更穩定可控的加工過程和更高的生產率。KCS10B克服了在 車削高溫合金時最常見的兩種磨損模式:月牙洼磨損和切深處磨損,這兩種磨損模式往往會導致意 外甚至災難性的刀具失效。
特殊濺射工藝
車削產品的高級全球產品經理羅伯特·凱爾曼(Robert Keilmann)解釋說:»KCS10B成功的秘密是 肯納金屬專有的高功率脈沖磁控濺射(High PIMS)技術。在傳統的PVD涂層工藝中,小雨滴狀AlTiN 會落在刀具上;而高功率表PIMS產生的不是小雨滴,而是一層細小的AlTiN霧,落在刀具上形成一系 列極其薄、光滑、耐磨的涂層。
KCS10B可應用于各種最常見的車削刀具形狀、尺寸和斷屑槽型
磨損更少
鉻鎳鐵合金718和鎢鉻鈷合金31等高溫合金因造成刀具快速磨損和不可預測的刀具壽命而讓人頭痛不 已,KCS10B被證明可以減少切深處磨損,并在粗加工應用中將刀具壽命從3分鐘延長到5分鐘以上。 精加工應用中的刀具壽命表現得更好,與競爭對手相比,可見的月牙洼磨損和隨后的刀具故障出現 的時間通常會被延遲兩三倍。
正型和負型刀片以及各種切屑成形、刃口處理和斷屑槽型,使KCS10B成為車削鐵基(S1)、鈷基 (S2)或鎳基(S3)高溫合金時的理想解決方案。
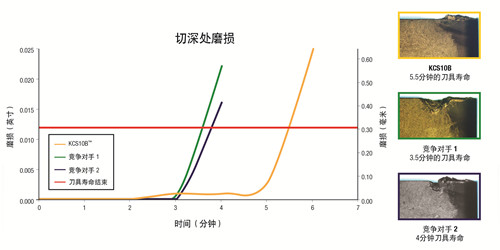
鉻鎳鐵合金718(NiCr19FeNbMo-DIN),36-39 HRC,連續車削,外冷。 切削參數:61m/min(200sfm),0,25mm/rpm(0.0096ipr),1,5mm doc(0.06» doc)
由于KCS10B的超光滑涂層和特殊的刃口處理,切深處磨損和月牙洼磨損更容易控制。
除了表面更光滑外,新的涂層工藝還可以讓我們制造出更鋒利的刀鋒。»凱爾曼說,»我們先進的珩 磨和刃口處理工藝減少了導致發熱的摩擦,從而進一步提高了刀具壽命。這也意味著更少的積屑瘤, 這是高溫合金材料中另一種常見的失效模式。加上肯納金屬車削刀片廣為人知的優異的尺寸精度, 工廠現在加工這些具有挑戰性的高溫合金時,刀具就有了更高的性能、穩定性和可預測性。
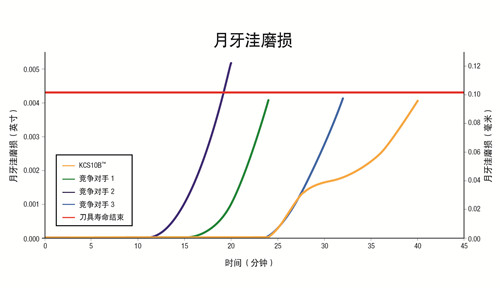
鉻鎳鐵合金 718(NiCr 19 FeNbMo-DIN)36-39 HRC,連續車削,外冷。 切削參數:91 m/Min(300 sfm)、0.15 mm/rpm(0.006 ipr)、0.25 mm doc(0.01»doc)
(來源:肯納金屬)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

