床")



仿生曲線孔電火花機(jī)器人的研究
2016-11-15 來源:長春工業(yè)大學(xué)機(jī)電工程學(xué)院 作者:白羽 何山
摘要:仿生曲線孔電火花機(jī)器人模仿尺蠖運(yùn)動方式,使用SMA(形狀記憶合金)彈簧產(chǎn)生驅(qū)動力。實(shí)現(xiàn)丈量式的移動。利用流體反沖力,使該機(jī)器人能夠在加工過程中實(shí)現(xiàn)靈活轉(zhuǎn)動,從而加工出設(shè)計(jì)好的曲線孔。分析了機(jī)器人轉(zhuǎn)彎原理,介紹了其驅(qū)動方式,結(jié)果表明,此種設(shè)計(jì)使加工液與被加工工件充分接觸,及時沖走加工廢渣,降低短路與拉弧的概率,提升了加工速度。
關(guān)鍵詞:曲線孔形狀記憶合金流體反沖力電火花加工
在塑料模具注塑行業(yè)中,隨著人們對高精度注塑零件需求的增多,對模具精度的要求也更加嚴(yán)格。超精密注塑模具的精度和表面質(zhì)量達(dá)到一定程度后,繼續(xù)提高其精度和表面質(zhì)量,注塑零件的整體質(zhì)量不會得到相應(yīng)的提升。為了能夠繼續(xù)提高注塑件的質(zhì)量,精確的溫度控制十分重要。現(xiàn)今普遍采用擁有組合曲線孔冷卻通道的模具進(jìn)行生產(chǎn)。但這種模具的冷卻道并不圓滑,對模具溫度的控制不能達(dá)到理想的精度。整體曲線孔冷卻道模具與組合曲線孔冷卻道模具相比,具有工作壽命長、溫度控制精度高及注塑零件質(zhì)量好等特點(diǎn)[1],但整體曲線孔冷卻道的加工卻是一個難點(diǎn)。冷卻道的JJn-r往往借助曲線孔電火花加工技術(shù),該技術(shù)在超精密注塑等行業(yè)中有著廣泛的應(yīng)用前景。
國內(nèi)外有很多學(xué)者對曲線孔加工進(jìn)行了研究:東京大學(xué)的福井雅彥和木下夏夫通過外拉線轉(zhuǎn)彎的方法。設(shè)計(jì)出了一種鼠型電火花加工方法:三菱電氣公司的Akihiro GⅢ等借助SMA彈簧,設(shè)計(jì)了一種曲線孔電火花加工結(jié)構(gòu):日本電氣通信大學(xué)的石田澈和竹內(nèi)芳美研究出了SMA驅(qū)動進(jìn)給式曲線孑L電火花加工裝置;在國內(nèi)。中國石油大學(xué)劉永紅等人b圳按照仿生學(xué)原理,發(fā)明了曲線孔仿生電火花加工機(jī)器人。
以上對于曲線孔電火花加工技術(shù)的研究。存在著若干問題:加工速率低、加工孔徑大、曲線孔深度淺、排屑困難等,不能順利加工出設(shè)計(jì)的曲線孔。筆者設(shè)計(jì)的曲線孑L電火花機(jī)器人,對原有的SMA曲線孔加工機(jī)器人進(jìn)行了改進(jìn).在加工速率和加工環(huán)境上都得到了一定的提升。
1. 仿生機(jī)器人加工曲線孔的原理
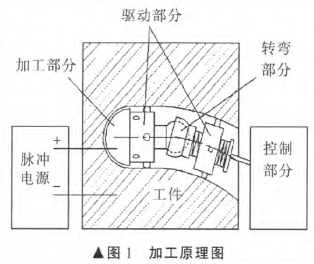
電火花加工r5-6](EDM)是把加工零件和工具分別作為兩個電極。利用電極間脈沖放電產(chǎn)生局部瞬間高溫?zé)崃浚辜庸ち慵饘俨牧蠈?shí)現(xiàn)熔化、氣化,蝕除多余金屬材料,使工件達(dá)到設(shè)計(jì)要求和電蝕加工工件的效果。電火花曲線孑L機(jī)器人加工原理如圖1所示。機(jī)器人設(shè)計(jì)主要有5部分:脈沖電源、加工部分、轉(zhuǎn)彎部分、驅(qū)動部分和控制部分。脈沖電源正極接加工機(jī)器人頭部,負(fù)極接到加工零件上。3個噴孔均布在機(jī)器人驅(qū)動部分前側(cè),都與機(jī)身軸線呈相同夾角。驅(qū)動部分動力來源為驅(qū)動尾部的兩個彈簧,一個為普通彈簧,另一個為SMA彈簧。轉(zhuǎn)彎部分的目的是使機(jī)器人實(shí)現(xiàn)預(yù)定的轉(zhuǎn)彎。使加工軌跡與設(shè)定軌跡相符。控制部分要求主要有4條:03收集加工狀態(tài)與信息,反饋給控制中心;②調(diào)整加工液噴口處流量大小,使機(jī)器人按照規(guī)定軌跡轉(zhuǎn)彎;③控制機(jī)器人SMA彈簧,卡住或松開加工孔壁。實(shí)現(xiàn)機(jī)器人前部或后部機(jī)身的固定和前移;④控制尾部SMA彈簧,使之收縮或拉伸而推進(jìn)機(jī)身前部分進(jìn)給或帶動機(jī)身后部分向前蠕動。控制部分和機(jī)身由導(dǎo)管連接。導(dǎo)管內(nèi)主要是導(dǎo)線和細(xì)導(dǎo)管,細(xì)導(dǎo)管負(fù)責(zé)運(yùn)送加工液,由3個噴口噴出。
2. 驅(qū)動部分的構(gòu)成及驅(qū)動原理
驅(qū)動部分的設(shè)計(jì)靈感來源于尺蠖的運(yùn)動方式。尺蠖屬于無脊椎動物,昆蟲綱,鱗翅目,是尺蛾科昆蟲幼蟲的統(tǒng)稱。尺蠖幼蟲中間缺少一對足,以“丈量”或“屈伸”樣的步態(tài)移動,即身體前半部分伸長,再移動身體后半部分使前后部分整體連接移動[7]。筆者設(shè)計(jì)的機(jī)器人前后支撐相當(dāng)于尺蠖的前后足;用來轉(zhuǎn)彎的萬向節(jié),模仿的是尺蠖所缺少的那一對足[引。該仿生機(jī)器人與尺蠖運(yùn)動方式又不完全相同,相同的地方在于向前運(yùn)動方式基本一致,同為伸長或縮短身體,實(shí)現(xiàn)整體的移動.不同處在轉(zhuǎn)彎的方式上,仿生機(jī)器人主要依靠流體反沖力產(chǎn)生的力矩來實(shí)現(xiàn)身體的扭轉(zhuǎn)。仿生電火花曲線孔機(jī)器人結(jié)構(gòu)簡圖如圖2所示。
圖2中,機(jī)器人加工方向向左,機(jī)器人頭部為加l電極;加工液噴射孔的噴射方向?yàn)樾毕蚯埃磺爸巍⒑笾蝺?nèi)部有SMA彈簧,不通電時處于撐緊狀態(tài);萬向節(jié)的主要結(jié)構(gòu)是球副;普通彈簧和尾部SMA彈簧都處于壓縮狀態(tài),留有一定的預(yù)緊力。
整個驅(qū)動過程分為5步:①后支撐SMA斷電時,3個撐腳處于撐緊狀態(tài),與孔壁產(chǎn)生摩擦力,使后支撐固定在當(dāng)前位置。②前支撐SMA通電,緊抱孑L壁的撐腳松開,固定作用消失。③尾部SMA彈簧通電,由于金屬記憶,該SMA彈簧收縮,推動機(jī)器人前半部分向前進(jìn)給,同時前支撐內(nèi)加工液從3個小孑L中以一定流速噴出,在彈簧彈力和流體反沖力的綜合作用下,機(jī)器人前部向前蠕動,并實(shí)現(xiàn)一定角度的轉(zhuǎn)向。配合電火花頭進(jìn)行加工。④機(jī)器人頭部加工到極限位置.電火花頭部停止放電加工,前支撐SMA斷電,撐緊孔壁,機(jī)器人前半部分固定。⑤后支撐SMA通電,撐腳松開,后支撐不再起固定作用,此時尾部SMA彈簧斷電,普通彈簧逐漸收縮,尾部SMA逐漸伸長,直到兩個彈簧彈力大小相等,這一過程中,機(jī)器人后半部分機(jī)身向前移動。第5步完成后,仿生電火花曲線孔機(jī)器人就完成了一個運(yùn)動周期,之后重新開始執(zhí)行第一步.如此反復(fù),機(jī)器人即可沿著預(yù)設(shè)路徑向前加工。
3.轉(zhuǎn)彎過程中流體反沖力的分析
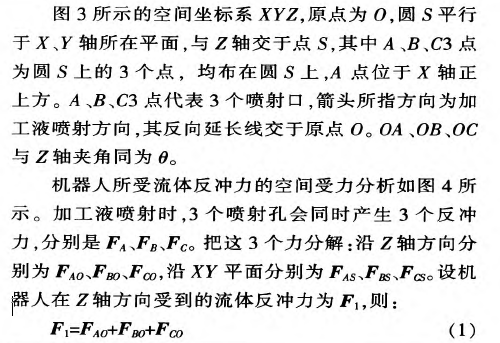
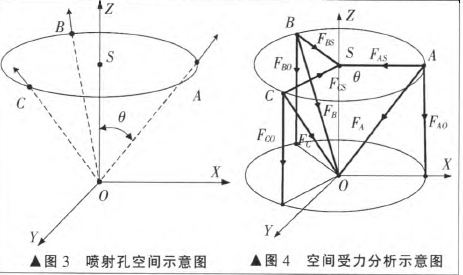
圖2中,結(jié)構(gòu)4是一個萬向節(jié),它是實(shí)現(xiàn)機(jī)器人轉(zhuǎn)彎的必要條件,配合流體反沖力產(chǎn)生的力矩,才能實(shí)現(xiàn)轉(zhuǎn)向。圖3為噴射孔的空間示意圖。
4.結(jié)論
仿生曲線孔電火花機(jī)器人具有如下特點(diǎn)。
(1)利用仿生學(xué),通過SMA彈簧的伸縮,模仿了尺蠖蠕動過程:
(2)加工液反沖力與尾部SMA彈簧同時作用產(chǎn)生推進(jìn)力,且推進(jìn)力可通過控制噴口流量進(jìn)行調(diào)整:
(3)設(shè)計(jì)了一種噴射轉(zhuǎn)彎結(jié)構(gòu),通過加工液噴射流速產(chǎn)生的反沖力,實(shí)現(xiàn)機(jī)器人空間轉(zhuǎn)向功能;
(4)加工液直接噴射至加工面上.及時對加工部位降溫和沖洗,降低拉弧短路幾率,提高生產(chǎn)效率。
仿生曲線孔電火花機(jī)器人能夠改善曲線孔加工環(huán)境,提高加工速度,并且能完成較為復(fù)雜的空間曲線孔的加工。但該機(jī)器人設(shè)計(jì)還處于初步階段,對于加工精度、軌跡控制等方面還有待于繼續(xù)研究。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別