



西門子828D刀具管理功能在待機位刀庫上的應用
2021-7-29 來源: 中國東方數控有限公司 作者:朱遠吉
摘要:在一臺帶運刀機械手的臥式加工中心,通過刀庫初始化和 NC 參數設置,再由 PLC 執行相關邏輯動作并完成相應的步驟應答,實現刀庫提前備刀與必要的異步還刀動作,既保證了此類刀庫的高效利用率,又發揮了西門子 828D 刀具管理功能的雙保險監控功能。
關鍵詞:刀具管理 ;刀庫 ;待機位 ;卡爪 ;異步 ;應答
西門子828D 系統的刀具管理功能是其一大亮點,在帶有刀庫的加工中心運用該功能可以完成刀具的手動和自動更換,相比單純由 PLC 控制的換刀,刀具檢索、數據刷新、手動換刀識別等很多任務通過 HMI 和 NC 完成,極大地減少了 PLC 程序的開發量,程序脈絡更加清晰,可讀性和安全性更強。
本文結合在工作中使用 SINUMERIK 828D 系統升級改造的一臺有待機位的鏈式刀庫,淺析其區別于普通圓盤機械手式刀庫的主要特征,運用好將給大型臥式加工中心(以下簡稱“臥加”)的加工效率帶來很大提升。
1、臥加換刀機構簡介
對一臺臥加刀庫進行升級改造,用戶機床為動柱式臥加,帶液壓轉臺,由原來的普通圓盤式24 把刀刀庫改為鏈式60 把刀刀庫,刀庫廠家為臺灣吉輔,如圖1所示

圖1 吉輔鏈式刀庫
刀庫旋轉由普通電動機完成,刀庫運刀機構由液壓機構驅動搖臂座執行刀庫側、待機位,以及主軸側3個位置的切換,刀庫換刀機構同樣由液壓機構驅動機械手完成刀庫側與主軸側的抓刀與放刀、拔刀與插刀、刀具180°交換的動作,同時還有主軸液壓松緊刀等動作。
刀庫回零、刀位計數以及運刀、換刀各步驟的到位信號均通過接近開關輸入 PLC 完成,機床軸 X,Y,Z 到達換刀位置和主軸 SP 換刀角度的定向,通過 NC 換刀子程序 L6設計完成。
2、刀庫基本設置
2.1 刀庫初始化
刀庫初始化主要是對刀具管理進行的刀庫數量、刀位數量、緩沖區數量、找刀策略等進行基本設置。在新版本 V4.7 系統,在 Operater 界面上通過【主菜單】→【NC】→【刀具管理】使用刀庫模板進行刀庫初始化,這里仍采用 TOOLBOX 光盤里提供的初始化程序 Mag_conf.mpf 進行刀庫初始化,與普通圓盤機械手刀庫的主要區別是找刀策略參數一行“N70PLACE_SEARCH = 257 ”,表示此待機位換刀機構應設置為固定點換刀。
2.2 NC 參數設置
實現刀具管理功能需要進行一系列 NC 參數的設置,以定義換刀子程序、換刀 M 功能碼、刀沿激活、手動刀具等動作和應答邏輯等,例如 MD10715、10716、22550,22560、22562、20270、20310、55210、52270等。
2.3 換刀相關子程序設計
相關的換刀子程序、程序段搜索處理等刀庫文件可以從TOOLBOX 光盤examples\04.07\Tool_management 中查找,并修改好復制到系統數據的制造商循環文件中,包括如下文件:L6.SPF : 換刀子程序,實現刀庫的主要動作TCA.SPF :刀具激活CYCPE_MA.SPF :程序段搜索處理程序在換刀子程序 L6 中,首先判斷預選刀號是否在主軸上、是否處于程序測試、模擬方式、卡爪上是否有刀,以決定是否繼續執行換刀,通過3個浮點數用戶數據接口使 Y 軸、Z 軸、SP 主軸分別運動到換刀位和定向停角度,執行 M206 換刀。
3、PLC軟件設計
3.1 建立傳輸/響應步驟表
建立傳輸 / 響應步驟表的目的是向刀具管理報告任務完成的應答和刀庫當前換刀動作的狀態等。此待機位鏈式刀庫的換刀步驟較多,需建立傳輸 / 響應步驟表,在完成換刀動作的同時響應對應的步驟,以通知刀具管理當前的刀具和刀庫狀態。刀具管理指令的傳輸 / 響應流程見圖2。
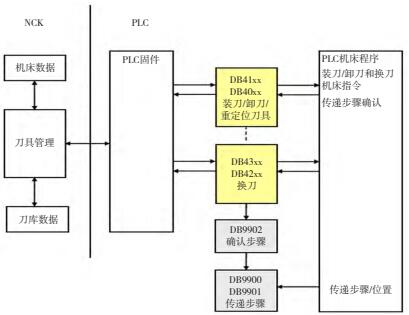
圖2 828D刀具管理傳輸/響應流程
根據西門子828D 刀具管理的設置規則,把真實刀庫表示為“1”,真實刀庫中的某個刀位用刀位號表示,但是刀庫中的刀位往往較多,很難逐個列出。所以用“0,1”代表新刀源地址,實際地址在 DB4300.DBW6 和 DB4300.DBW8 中;用“0,2”代表舊刀目標地址,實際地址在 DB4300.DBW18 和 DB4300.DBW20 中;用“1,n”代表刀庫中第 n 號到位,n 初始值為0,PLC 中映射到 DB9901.DBW2。
緩沖區刀庫表示為“9998”,那么“9998,1”代表主軸 ;“9998,2”代表卡爪1 ;“9998,3”代表卡爪2,并且將從刀庫抓取新刀的卡爪始終定義為“卡爪1”,將抓取主軸上舊刀后準備還回刀庫的卡爪始終定義為“卡爪2”;裝刀點表示為“9999”,本項目只有1個裝刀點,所以用“9999,1”表示。
從828D的PLC子程序庫中粘貼 3個數據塊 :DB9900(常量傳遞表、DB9901(變量傳遞表、DB9902(響應表)。預先在數據塊 DB9900 中定義新刀和舊刀的動作步驟,在數據塊 DB9902 中定義換刀過程中、換刀終止和換
刀完成的響應步驟,在數據塊 DB9901 中定義當前刀位號與主軸刀號的傳遞,以及異步還刀時卡爪2刀號與刀庫當前刀號的傳遞(卡爪2上的刀要還到刀庫中哪個刀位上)。由程序隨時刷新 DB9901 的當前刀位號,3個數據塊的部分預定義示例見圖3。
DB9900常量傳遞表
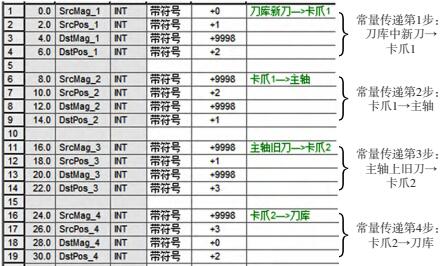
DB9901變量傳遞表

DB9902響應表(部分)

圖3 常量、變量傳遞表及部分響應表
3.2 編寫PLC程序
為了便于維護及更換刀庫刀具,要求刀庫中刀具為固定點換刀,即區別于普通圓盤式刀庫的隨機換刀,而且為了提高換刀效率和加工效率,要求換刀后機械手運動到待機位(如圖4中狀態1)NC 程序即開始加工,同時執行 T 備刀指令,準備下一把待加工的刀具。備刀完成后,機械手仍然停在到圖4狀態1待機位等待下次執行 M06換刀命令。
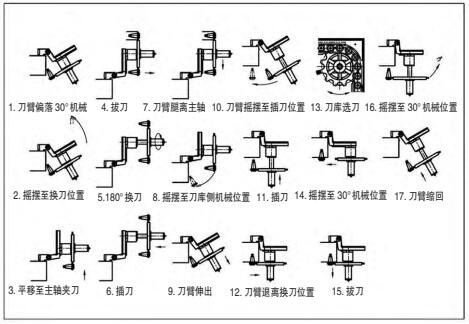
圖4 換刀流程
這里存在幾種情況,對應會需要不同的換刀動作路徑,以達到最佳效率。
(1)M206換刀,有新舊刀交換,對應換刀命令為 DB4300.DBX1.1。這種情況,對應圖 4 的第 1~9 步,最終需要同步應答換刀完成 DB4200.DBX0.2,系統才可以繼續執行 NC 程序,如圖5所示。

圖5 換刀完成應答PLC程序示例
(2)異步還刀 +T 指令預選刀。
執行圖 4 中第 9~17 步。當系統應答完換刀完成即開始執行后續加工程序,此時 PLC 中的換刀動作繼續從第 9 步往后執行,根據西門子系統規則,必須有換刀指令才能進行同步響應,否則會有系統報警,異步響應則可以隨時響應,不需要命令。所以此時從卡爪2還刀到刀庫結束后,需要應答圖3中 DB9902 的第 8 步應答,對應 NC/PLC 接口地址為 DB4200.DBX1.0,同時需要將目標刀位賦值給 DB9901.DBW14完成刷新,如圖6所示。
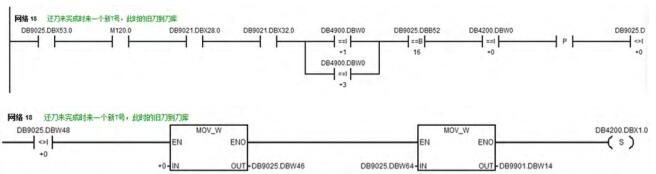
圖6 異步還刀應答PLC程序示例
T 指令預選刀,對應指令為 DB4300.DBX1.2,當 M06 換刀完成后執行了 T 指令時,PLC 中即刷新了前面 M06 換刀時的 DB4300.DBW20,所以應該在上面異步還刀過程中監控預選刀指令 DB4300.DBX1.2,當出現該指令時即設置記憶舊刀號的標志位 M120.0,并且應將 DB4300D.DBW20 賦值給用戶自定義變量 DB9025.DBW64 保存起來,以便給異步還刀判斷舊刀的目標刀位號使用。同時需要建立還刀過程中標志位 DB9025.DBX53.0,因為 T 指令備刀動作必須在異步還刀動作結束后再執行。T 指令備刀結束需要應答所有步驟完成,即 DB4200.DBX0.0。部分 PLC 程序見圖7。
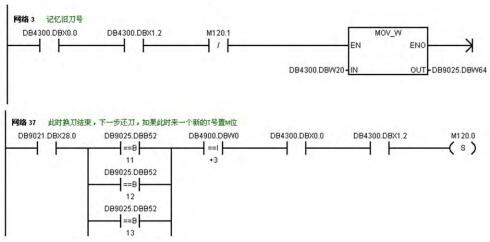
圖7 記憶舊刀號標志位建立PLC程序示例
(3)T0還刀。
如果是程序加工的最后,需要將主軸上最后一把刀放入刀庫,則需要在 M06之后執行 T0。此時,注意 PLC 換刀動作中設計單獨的判斷邏輯,即通過 DB4300.DBX1.3 命令,在應答完還刀結束后,從圖4中第12步直接跳回到第1步即可。T0結束的應答也屬于備刀結束應答,同樣應答所有步驟完成,即DB4200.DBX0.0。
(4)初次備刀與重復備刀。
初次備刀即程序開始時調用第一把刀,此時屬于只抓新刀、無舊刀的特殊情況,對應 NC/PLC 接口命令為 DB4300.DBX1.4;重復備刀,是考慮到操作者編程重復編寫備刀指令 T,或備刀完成加工一段時間后,之前備的刀不想用,重新輸入 T指令備刀,那么這個時候就要判斷卡爪1上是否有刀,如果有刀要先還刀,再重新備刀,如下程序 MPF1所示。
T1: 初次備刀
M06: 換刀(包括異步還刀)
T2 : 提前備下一把刀
G01X500Y500F500: 加工程序
T3: 重新備刀
M06: 換刀
……
要判斷卡爪1上是否有刀,就需要建立卡爪1刀具號保存變量 DB9025.DBW46,并且在應答備刀完成前,將 DB9901.DBW2的當前刀具賦值給 DB9025.DBW46,如圖8所示。
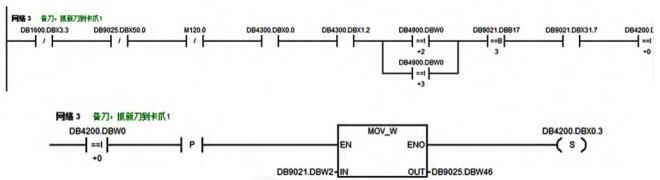
圖8 重復備刀卡爪1當前刀具變量保存PLC程序示例
以上關于卡爪1、2需要注意的是,即使卡爪2還刀后去抓刀,對于所有備刀時抓刀的卡爪仍然命令其為卡爪1,當應答完備刀指令 DB4200.DBX0.0 后,在刀具管理畫面可以看到新刀應答到了卡爪1上,如此可以簡化 PLC 中邏輯動作以及應答對卡爪1、2的區分,降低編程復雜程度。
4、結束語
臥式加工中心配合轉臺功能,在對箱體等類型零件進行銑削或孔加工時,所需的刀具數量往往較多,巨大的刀庫往往需要單獨放置在機床一側,空間位置限制了像傳統圓盤機械手刀庫那樣簡便的換刀動作,需要在刀庫與主軸之間增加待機位以及運刀環節。通過828D 刀具管理在該臥加刀庫改造上的應用,即發揮了刀具管理的安全性和可靠性,又成功解決了加工異步還刀及待機位提前備刀問題,極大提高了此類臥加的加工效率,不失為此類加工中心設計及改造的一個高效且實用的途徑。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

