


摘要:連桿裂解技術中,連桿大頭孔應力槽深度的一致性對裂解質量而言至關重要。通過研究設計出一種用于電火花線切割機床加工連桿的機構,采用電壓電流檢測電路判斷電極絲初次碰到工件的位置,并結合單片機計數功能保證連桿應力槽深度的一致性,且槽深不受連桿毛坯內孔尺寸、電極絲與連桿初始位置變化的影響。此外,添加快速輔助進給功能,加快空行程運行速度。實驗證明該方法提高了連桿裂解加工的質量和效率。
裂解技術在經濟性和質量方面的優勢顯著,目前在連桿加工中已廣泛應用。在整個裂解工藝中,連桿大頭孔裂解槽的尺寸精度對裂解質量有著重要影響[1]。在連桿裂解加工技術中,為了利于裂紋開啟、迅速擴展并發生脆斷性斷裂,要求初始裂解槽的應力集中系數要大[2]。在一定程度上,裂紋深度與斷裂強度成反比,當斷裂紋大于臨界深度時裂紋失
穩; 但由于裂解后需進行連桿大頭孔的精加工,故斷裂槽深度不能太深,否則在最后精鏜大頭孔時會留下殘痕,因此槽深一般小于0.6 mm。此外,大頭孔中心兩側的裂解槽深應嚴格一致, 保證同時裂開,以獲得兩側一致的高質量斷裂面。
裂解槽的加工方法有拉削加工、激光加工及電火花線切割加工等。拉削加工時,拉刀會隨著時間而磨損,使槽寬變大,影響裂斷效果,故該方法已逐漸被淘汰。激光加工的優點是高效、質量好,但加工設備價格昂貴,使用維護成本高;在某些情況下,切口處會殘留高硬度的再凝固硬質點,影響后續精鏜加工。電火花線切割加工彌補了上述缺陷與不足,在裂解槽加工中脫穎而出。
然而,現有的連桿裂斷應力槽線切割機床缺少快進功能,導致輔助進給工時較長,加工效率低;此外,當連桿大頭孔尺寸存在誤差時,每次切出來的槽深不同,導致后續加工時廢品頻出,必須進行二次加工或直接報廢工件。為了解決這些問題,本文設計了一種具有恒切深控制功能的電火花線切割機床控制系統,且兼具快速輔助進給功能,可保證槽深的一致性,提高加工效率。
1 、控制系統的組成
電火花線切割機床控制系統主要由脈沖電源、控制單元、檢測電路及運動單元組成。系統各部分組成見圖1。其中,脈沖電源為加工工件和電極絲提供高頻能量;間隙電壓檢測電路是對工件和電極絲的加工間隙電壓取值,判斷間隙狀態,并將間隙狀態反饋到控制單元[3]。控制單元采用dsPIC 單片機控制電極絲向工件的快速進給,并接收來自于間隙電壓檢測電路的信號,對其進行分析,進而控制電機轉動。
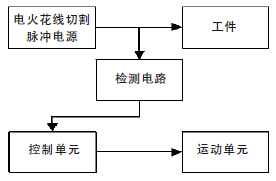
圖1 控制系統的組成
2 、運動控制基本策略分析
往復走絲電火花線切割加工時,交替出現的空載、短路和正常火花放電等3 種加工狀態使電極絲與工件的間隙狀態隨之交替。其中,短路狀態對加工不利,可能導致流過電極絲的電流超過其承受范圍而被熔斷,所以在控制方案中需對加工狀態實時檢測,并對加工中出現的短路現象及時進行處理。控制系統的基本策略見圖2。為了便于連桿的放置和拆卸,電極絲的初始位置應與連桿留有一定的距離。在輔助時間里,控制器時刻檢測加工間隙狀態。當開始執行加工指令時,電極絲快速從位置1移動到位置2;在位置2 到位置3 之間,電極絲以工進速度進給(此時電極絲未和連桿接觸);隨著進給的繼續,當電極絲接觸到連桿時(位置4),間隙檢測電路會給單片機發出一個加工開始的信號,單片機識別其為首次火花放電, 單片機控制器開始計數,直至發出期望的脈沖數, 實現期望的槽深加工;然后快速返回初始位置1。在切割過程中,需對電火花線切割加工中的狀態信號進行檢測,如因短路原因執行了電極絲的回退操作,則需對回退的脈沖數進行補償。
3 、檢測電路的設計
控制系統中的電壓取樣電路能檢測電極絲的初始加工狀態和加工短路狀態[4]。圖3 是間隙全值平均電壓檢測電路。其中,R1、C1、C2構成低通濾波電路。濾波電路近似于一個慣性環節,其滯后特性有助于加工的穩定。這是因為加工中不斷隨機地出現空載、短路、火花放電等狀態,僅憑單個脈沖或某個狀態不能確定加工是否正常,只有在連續觀察一系列狀態后,才能做出準確的判斷。此外,R2、R3為分壓電阻。二極管VD1能在脈沖間隔期間阻止濾波電容向前級電路放電。
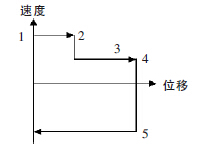
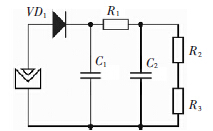
圖2 電極絲運動軌跡 圖3 電壓取樣電路 圖3 電壓取樣電路
短路狀態的檢測電路見圖4。U1為電壓比較器,在電極絲與工件之間采集到的電壓U 從U1的正輸入端進入,設定值與U1的負輸入端相連;當采樣電路采得的間隙平均電壓值U 比設定值Vcc·R6R5 +R6小時,則認為是短路狀態。此時,比較器的1 腳輸出低電平,光耦U2的發光二極管有電流流過,光敏三極管導通,端口shortcut 輸出低電平,給單片機短路外部中斷端口發送一個低電平信號。單片機接收到中斷信號后,進入短路中斷程序,控制運動單元中的步進電機回退相應的步數。
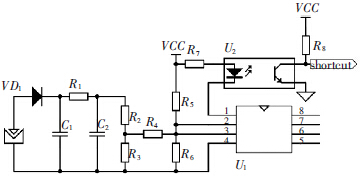
圖4 短路狀態信號采樣電路
管導通,端口Start 給單片機相應的中斷發送一個低電平信號。單片機接收到開始加工的外部中斷信號后,內部計數器開始計數,直到與已設定的槽深值相等時,則認為加工到預定深度,單片機停止計數,并快速返回。
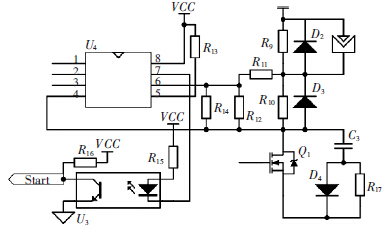
圖5 加工開始狀態的信號采樣電路
4 、軟件程序的設計
本設計選用步進電機,并利用步進電機驅動器驅動電機工作。因為用于驅動步進電機的脈沖信號只與頻率有關,與占空比無關,因此產生驅動步進電機的脈沖只需一個定時計數器。采用dsPIC30F 單片機,讓定時計數器工作在定時模式,每次進入計數溢出中斷時, 相應的脈沖輸出端口電平翻轉,發出脈沖,并根據所采集到的間隙電壓狀態確定該如
何記錄輸出脈沖。具體實施過程如下:根據工廠的實踐,應力槽深度為0.4~0.6 mm。在單片機中設定計數器的值N,使其切割深度為0.6 mm。剛開始單片機控制電極絲快速向工件進給, 并未接觸到工件,單片機記錄脈沖數在變量A 中;當電極絲與連桿開始接觸,記錄工進脈沖數在變量B 中,直到計數值B 與設定值N 相等,單片機停止計數。步進電機開始回退,回退的步數為(A+B);進而實現恒切深。當加工過程中發生短路時,電極絲回退一個固定的距離,所對應的脈沖數為C;在步進電機回退C步的同時,變量B 減去C。單片機程序流程見圖6。
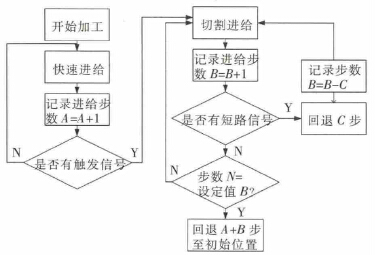
圖6 運動控制程序框圖
5 、實驗
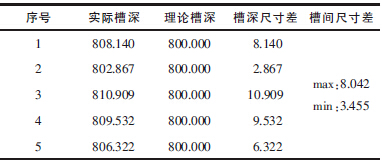
利用電火花線切割機床對連桿做切割實驗,以此驗證恒切深控制系統。實驗選用加工電源電壓為90 V,電源頻率為10 kHz,占空比為0.3。設定深度參數為8000,該值為控制器的控制脈沖數。理論切割深度的計算表達式為:
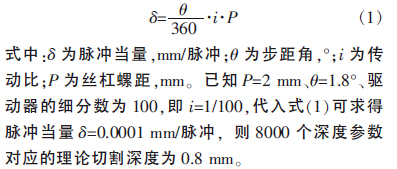
電火花線切割加工的槽深尺寸見表1。定義槽深尺寸差為實際槽深與理論槽深的尺寸差值,槽間尺寸差為槽與槽之間的尺寸差值。從表1 可看出,切割出的槽深誤差較小,證明所設計的具有恒切深控制功能的電火花線切割機床控制系統是可行的。
表1 切割槽深數據 μm
6 、結語
本文針對連桿裂解槽加工提出的特殊要求,應用disPIC 單片機開發了一套專用電火花線切割控制系統,具有快速進給、回退功能,并利用間隙電壓檢測電路對加工狀態進行判別,檢測到的變化信號發送到單片機,由單片機對其進行識別處理,發送相應的脈沖信號給步進電機驅動器使電機動作,實現恒切深功能。實驗證明本系統穩定可靠,達到預期設計要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

