


小批量汽車沖壓模具技術的研究及應用
2023-6-29 來源:中國第一汽車集團有限公司 作者:馬望 閆彥
隨著社會不斷發展,人們的生活方式也在發生著改變,一成不變的生活節奏已不能滿足人們的日常需求,私人定制的個性化生活已經開始被越來越多的人所接受。據統計,美國有 85% 的汽車消費者會選擇定制化汽車,而日本也有將近80% 的消費者會選擇個性化汽車定制。
汽車定制化可大致分為 3 個級別 : 第一個級別就是簡單的對車身顏色、輪輞樣式及內飾選材等方面進行固有化的裝配 ; 第二個級別為大規模定制化,就是汽車供應商進行模塊化生產,用戶可以根據個人需求對車輛的動力及車身材料等進行自主選擇 ; 第三個級別為分散個性化生產,這是汽車定制服務的最高級別,其拋棄了流水線和模塊化生產的固有模式,可完全按照用戶的需求進行個性化生產,比如勞斯萊斯車型,就是完全按照用戶的需求進行裝配,真正做到了純手工定制化生產,并保證每臺勞斯萊斯車型都是獨一無二的。
我們依據以上幾種定制化級別,應用到汽車車身外觀,就是對車身沖壓件的變更。傳統的沖壓模具開發周期長、成本高,已不適合開發周期短、批量相對較小的定制化生產的開發特性,這就需要尋求一種適應多產品、小批量的沖壓模具技術及標準。根據以上思路,我們參照汽車產量的不同,結合不同的模具開發模式,細化研究小批量汽車的模具生產方式,不僅起到了降低生產成本和提高產品質量的目的,也促進了定制化汽車的應用。
一、基于小批量技術研究
1.規劃與工藝
小批量模具根據生產總綱領,可大致分為試制工裝(如圖 1 所示)、半工裝(節約修沖模具)、全工裝模具(如圖 2 所示)等,半工裝模具根據產量的不同,又可對模具結構進行不同等級的劃分,達到節約工裝成本的目的。
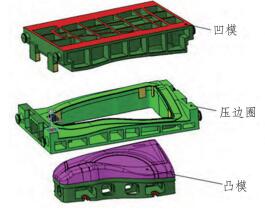
圖 1 試制工裝
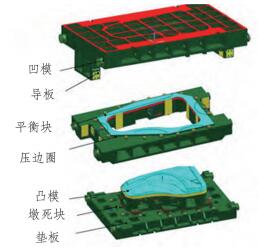
圖 2 全工裝
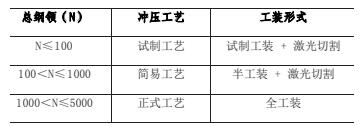
首先,確認半工裝與全工裝模具的平衡點。根據實際生產經驗,車型總生產鋼領在 5000 臺份以上,建議采用全工裝批量模具的開發方式 ;對于總綱領低于 5000 臺份,根據車型的實際規劃鋼領,進一步進行分解,對于總綱領低于 100臺的,建議采用純試制工藝及試制工裝的形式的進行模具設計制造 ; 總綱領在 100-5000 臺之間,建議按照量產工藝進行模具設計制造,而此綱領區間的模具結構及工裝形式,根據零件的復雜程度和重要程度進行差異化區分,采用半工裝與全工裝相結合的方式,而且模具結構在大批量模具的基礎上進行減配優化。
將以上討論進行整理,詳見表 1:
表 1 車型規劃與工藝工裝關系表
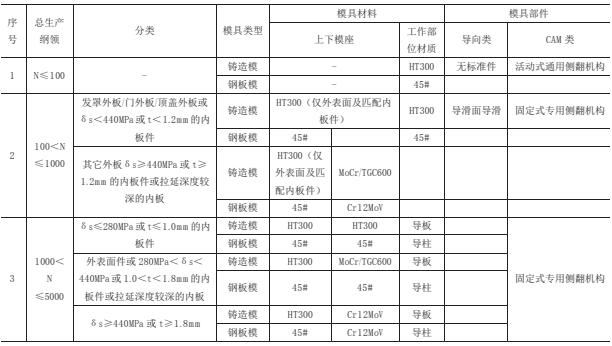
2.模具技術標準
綜合考慮產品的重要程度和難易程度,可分為三大類 : 外覆蓋件、高強鋼零件和其它零件。外覆蓋零件表面質量要求較高,工藝設計和模具結構盡可能分析充分,從而保證產品質量,將返修工時控制在合理范圍之內。高強鋼零件因其屈服強度較高,材料成型時的流動會導致模具磨損嚴重,因此批量大的話,要適當提高工作部位材質強度,必要時需要對模具局部進行淬火。其它零件可依據行業標準進行設計開發。
(1)模具材質
一般分為鑄造模具及鋼板模具,鑄造模具需要制作泡沫實型,然后鐵水澆鑄而成,鋼板模具是在采購型材的基礎上進行加工。鑄造模具的模座選用材料為 HT300,鋼板模座選用材料為 45鋼。對于模具工作部位的材質,試制模具因批量小,一般材料采用 HT300 和 45 鋼,若生產綱領較大,需要提升模具材質,一般材料選用 MoCr鑄鐵或 Cr12MoV。
(2)導向結構
模具導向方式大致分為導板或導柱兩種方式(見圖 3),批量較小的模具利用模具本體加工面進行導向,不需要安裝導板或導柱等導向。批量較大的車型可根據實際情況增加導板或導柱。通常根據零件的重要程度和復雜程度去判斷是否增加導向,其目的是保證零件尺寸的穩定性和一致性。
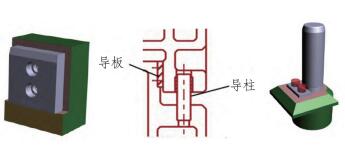
圖 3 導板導柱示意圖
(3)側翻結構(CAM)
側翻結構可分為斜楔翻邊和側翻機構翻邊。側翻機構較為簡單,在小批量模具中,負角翻邊的零件通常采用側翻機構。側翻機構與傳統的批量模具的斜楔結構不同(見圖 4),它一般實現水平方向翻邊,導向面與工作臺平行。用斜楔機構翻邊的時候,要將零件旋轉到合理的角度,以滿足斜楔翻邊需求,盡量避免成型類翻邊。
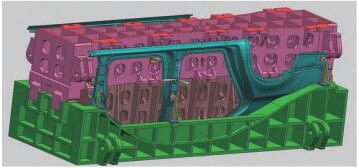
圖 4 側翻機構
(4)加強筋參數
正常量產模具對壽命、強度要求較高,因此型面、主筋、副筋參數較大。小批量模具因其生產數量少,模具壽命要求沒有批量模具那么高,因此降低模具結構參數標準是可行的。
綜合以上因素,總結歸類具體參數,模具技術標準詳見表 2。
表 2 模具技術標準表
3.支架 / 胎具的激光切割技術
小批量零件在生產規劃時,修邊沖孔多數采用激光切割加工工藝,應用定位支架 / 胎具的結構來實現切割時的定位。為規避以往的激光切割定位支架 / 胎具重復定位精度低、制作效率低、成本高、不易存放等缺點,可以從設計技術、結構開發、制作工藝三方面來進行優化。
(1)設計技術
①基準統一。定位工裝對零件的定位基準
要與零件的 RPS(定位點系統)文件保持一致。RPS 文件中標明了零件的定位孔和定位面,在整車的加工制造、檢測及模具、檢具、夾具設計制造中都應按照 RPS 文件確定的定位系統確定基準點,因此在激光切割定位設計時也要遵循這個標準,保持定位系統的一致性(如圖 5 所示)。

圖 5 激光切割支架示意圖
②回彈校型。由于車身鈑金件型面比較平緩,局部強度低,尤其是外覆蓋件,零件本身形狀固化強度不足,沖壓完成后,零件型面或多或少會出現回彈或塌陷問題。為保證零件在切割過程中與檢測和裝配狀態下一致,需在零件切割部位增加局部回彈校型結構。
③支撐面選取原則。支撐截面應考慮定位的穩定可靠,以及支架 / 胎具的鋼性和強度。選取原則是盡量靠近工序件的邊緣、避免和修邊線重疊或靠近、避免選取在過度圓弧區域等(如圖 6所示)。
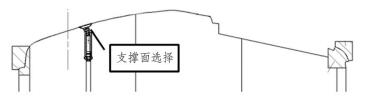
圖 6 支撐面選擇
(2)結構開發
激光切割定位支架 / 胎具采用薄鋼材插裝結構(如圖 7 所示), 薄鋼材厚度為 1.5mm,材料為 Q235。斷面上以 50mm 為增量 , 每隔100--200mm 設計一個插腳,底板上也相應地設計插槽。整個結構先進、合理、緊湊。對于型面特殊的大型定位支架 / 胎具可以考慮設計若干個卡板來增強支架的強度和剛性。

圖 7 激光切割插裝結構圖
(3)制作工藝
激光切割定位支架 / 胎具完全采用 CAD/CAM 一體化制造技術,使得復雜的三維零件定位問題轉化成了較簡單的二維數控編程問題,降低技術門檻。整個加工可實現單工序加工,使用激光切割機就可以完成全部的加工。激光切割支架三維圖如圖 8 所示。
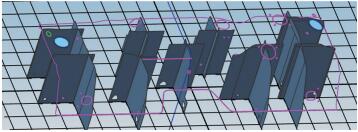
圖 8 激光切割支架三維圖示
二、典型件示例
以某車型側圍外板零件的生產工藝為例,介紹上述標準的應用。側圍外板總綱領為 200臺,采用試制工藝,規劃八工序,一序板料處理,用激光切割對板料進行成形前預處理 ;二序拉延成形,用簡易拉延模具對板料進行成形壓件 ; 三序激光加工,采用激光切割支架定位,對拉延工序件進行初修 ; 四序手工處理,使用通用墊鐵對工序件指定區域折彎 ; 五序翻邊整形,用簡易模具對折彎工序件進行翻邊整形處理 ; 六序翻邊,使用專用翻邊機構對工序件擺放特定角度進行翻邊處理 ; 七序激光加工,采用激光切割支架對工序件進行精修 ; 八序手工處理,對前序翻邊工藝豁口進行補焊修復處理。簡易模具材質采用 HT300,局部工作部分進行表面處理,此案例選用本技術標準即可滿足車型綱領規劃,又可減少生產準備周期,同時能達到降低工裝成本的要求。工序簡圖詳見圖 9。
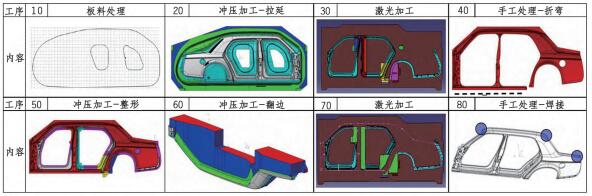
圖 9 側圍外板工序簡圖
三、結論
本文通過對多款小批量汽車沖壓模具的研究,得出適用于總綱領小于 5000 輛份的模具技術標準,按此標準既能體現傳統沖壓生產的經濟性,又保證了產品的質量及穩定性,對汽車定制化的模具開發模式起到指導作用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

