


摘要: 利用ANSYS 有限元軟件對(duì)TK6363 型臥式龍門銑床立柱進(jìn)行了仿真優(yōu)化分析,計(jì)算結(jié)果表明銑床立柱結(jié)構(gòu)設(shè)計(jì)不夠合理,導(dǎo)致銑床用材量增多,制造成本升高。通過(guò)優(yōu)化立柱內(nèi)部加筋板布局形式,實(shí)現(xiàn)了在保證加工精度條件下的最優(yōu)用材量,產(chǎn)品性價(jià)比得到大幅提升。同時(shí)計(jì)算分析了改進(jìn)前后銑床立柱的振動(dòng)特性,改進(jìn)前后銑床立柱基本振動(dòng)形式?jīng)]有發(fā)生明顯改變,改進(jìn)后立柱各階頻率均有提高。實(shí)踐表明,該研究不僅解決了工程實(shí)際問(wèn)題,而且為臥式龍門銑床立柱的結(jié)構(gòu)設(shè)計(jì)提供有益參考。
0 引言
臥式龍門銑床是一種高效率的金屬切削機(jī)床,因其具有質(zhì)量穩(wěn)定,操作方便,性能可靠等優(yōu)良性能而被廣泛應(yīng)用于建筑、機(jī)械、航空、冶煉、鐵路等部門 。床身立柱是臥式龍門銑床的重要組成部分,起著支撐主軸箱在導(dǎo)軌上運(yùn)動(dòng)和連接工作臺(tái)及主要零部件的作用 。立柱內(nèi)部結(jié)構(gòu)設(shè)計(jì)決定了數(shù)控銑床的各種加工特性,主要體現(xiàn)在產(chǎn)品的加工精度和效率、抗振性能、工作壽命等方面; 如果立柱結(jié)構(gòu)設(shè)計(jì)不合理將會(huì)導(dǎo)致銑床的加工剛度不足,從而在銑削過(guò)程中發(fā)生變形和振動(dòng),最終影響加工產(chǎn)品的精度 。
TK6363 型臥式龍門銑床為某廠自主研發(fā)生產(chǎn)的大型數(shù)控銑床,該銑床具有加工類型多,工作效率高、加工精度高等優(yōu)點(diǎn)。由于該型號(hào)銑床的結(jié)構(gòu)是通過(guò)經(jīng)驗(yàn)法、類比法的傳統(tǒng)方法設(shè)計(jì)出來(lái)的,不僅銑床設(shè)計(jì)周期長(zhǎng),而且整機(jī)笨重,試驗(yàn)、制造成本高,從企業(yè)效益方面來(lái)說(shuō)這是較大的浪費(fèi)應(yīng)急需改進(jìn)。
本文針對(duì)此型號(hào)銑床重要部件—立柱進(jìn)行有限元分析及輕量化設(shè)計(jì),以期得到具有較好動(dòng)態(tài)特性與剛度的立柱結(jié)構(gòu),最大限度發(fā)揮出材料的力學(xué)特性,為銑床的研發(fā)與生產(chǎn)服務(wù)。在有限元優(yōu)化分析中,針對(duì)這種重型銑床的研究并不多見(jiàn),通過(guò)本文的研究,可為有限元在重型數(shù)控銑床中的應(yīng)用探明一條新的道路,為我國(guó)重型數(shù)控銑床的研發(fā)提供相應(yīng)的理論依據(jù)。
1 、銑床立柱原結(jié)構(gòu)有限元分析
1. 1 建立銑床立柱三維實(shí)體模型
根據(jù)設(shè)計(jì)圖紙尺寸在ANSYS 環(huán)境中建立三維幾何模型。立柱豎直方向截面為長(zhǎng)方形,每側(cè)立柱內(nèi)壁設(shè)置有水平加筋肋和豎直加筋肋,其布置形式為米字型。三維模型建立過(guò)程中,為了簡(jiǎn)化立柱結(jié)構(gòu)方便建模,在能夠如實(shí)體現(xiàn)立柱結(jié)構(gòu)主要力學(xué)性能的前提下,對(duì)立柱個(gè)別附屬非受力構(gòu)件作了一些簡(jiǎn)化,如簡(jiǎn)化掉一些小凸臺(tái)、吊裝孔、安裝孔等 。銑床三維實(shí)體模型如圖1 所示。
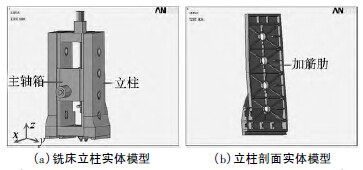
圖1 數(shù)控銑床三維實(shí)體模型
1. 2 銑床立柱有限元計(jì)算模型
( 1) 劃分單元類型選擇
由于TK6363 型銑床立柱結(jié)構(gòu)相對(duì)規(guī)則平整,網(wǎng)格類型選用SOLID92( 十節(jié)點(diǎn)四面體等參數(shù)單元) 即可滿足計(jì)算精度要求 。
( 2) 定義立柱材料參數(shù)
銑床立柱選用ZG16MN 鋼作為鑄造材料,依據(jù)材料手冊(cè)資料,其材料參數(shù)如表1 所示。
表1 銑床立柱材料參數(shù)

( 3) 網(wǎng)格劃分
采取ANSYS 提供的人工劃分網(wǎng)格的方法,對(duì)銑床立柱模型進(jìn)行單元尺寸設(shè)置: 主軸箱和立柱網(wǎng)格單元邊長(zhǎng)度設(shè)置為0. 04m,銑刀盤和主軸網(wǎng)格單元邊長(zhǎng)度設(shè)置為0. 02m。按照上述方案對(duì)TK6363 型數(shù)控銑床進(jìn)行網(wǎng)格劃分后總的節(jié)點(diǎn)數(shù)為281643 個(gè),總單元數(shù)為176935 個(gè)。
( 4) 載荷計(jì)算
該銑床在進(jìn)行銑削加工時(shí)主要受軸向力和扭矩的作用。軸向力可轉(zhuǎn)化為面力作用于銑刀盤面上,以避免應(yīng)力集中的出現(xiàn)而影響有限元計(jì)算結(jié)果; 扭矩可轉(zhuǎn)化為集中力的形式作用于銑刀盤的各節(jié)點(diǎn)處。實(shí)驗(yàn)銑削深度分別為5mm 和10mm,軸向力和扭矩[9]可由式( 1) 求得:
公式1
CF( 系數(shù)) = 89; ae( 銑削接觸弧深) = 80mm;af( 進(jìn)給量) = 0. 2mm/齒; dt( 銑刀直徑) =100mm; ap( 銑削深度) = 5mm/10mm; z ( 銑刀齒數(shù)) =6;Pc( 主軸切削功率) = 31kW; n ( 轉(zhuǎn)數(shù)) = 500r /min。通過(guò)式( 1) 計(jì)算得到軸向力F 和扭矩M:銑削深度為5mm 時(shí): F = 5. 2kN,M = 600N·m;銑削深度為10mm 時(shí): F = 10kN,M = 600N·m。
( 5) 約束條件
在加工工件時(shí),銑床立柱固定不動(dòng),工作臺(tái)做水平運(yùn)動(dòng),立柱底面無(wú)線位移和角位移,6 個(gè)自由度都為零,有限元計(jì)算時(shí)立柱底面全部約束。施加約束和載荷后的有限元模型如圖2 所示。
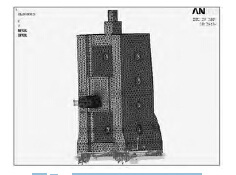
圖2 銑床立柱有限元模型
2 、有限元數(shù)值模擬可靠性驗(yàn)證
2. 1 可靠性驗(yàn)證
為驗(yàn)證ANSYS 模擬的可靠性,利用YJ-4501A 型靜態(tài)電阻應(yīng)變儀測(cè)量立柱在銑削深度分別為5mm 和10mm 時(shí)測(cè)量點(diǎn)的應(yīng)變值,并與ANSYS 模擬數(shù)據(jù)對(duì)比分析,應(yīng)變片位置如圖3 和圖4 所示。( 括號(hào)內(nèi)貼片編號(hào)為對(duì)面對(duì)稱點(diǎn)貼片編號(hào))
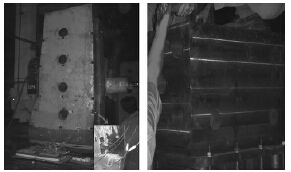
圖3 粘貼應(yīng)變片的數(shù)控銑床
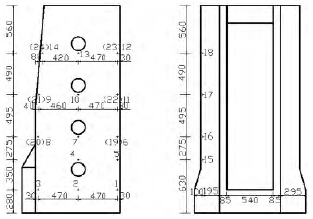
圖4 應(yīng)變片貼片位置
圖4 中的應(yīng)變片1、5、6( 19) 、11( 22) 、12( 23) 、14( 24) 、9( 21) 、8( 20) 、3 貼片方向沿x 軸方向,應(yīng)變片15 ~ 18 貼片方向沿y 軸方向,應(yīng)變片2、4、7、10、13 貼片方向沿z 軸方向,有限元模擬結(jié)果與實(shí)驗(yàn)測(cè)試結(jié)果如表2 所示( 對(duì)稱點(diǎn)貼片取其平均值) 。
表2 實(shí)測(cè)數(shù)據(jù)與模擬結(jié)果

由表2 數(shù)據(jù)可以看出,每一組ANSYS 模擬數(shù)據(jù)與實(shí)驗(yàn)測(cè)試數(shù)據(jù)都處于同一數(shù)量級(jí)上,由于實(shí)驗(yàn)設(shè)備的測(cè)試精度及現(xiàn)場(chǎng)測(cè)試環(huán)境的影響導(dǎo)致了誤差的產(chǎn)生,但相對(duì)誤差均在5%以內(nèi),基于此,可以證明本文所使用的建模、分析和模擬方法與步驟適用于TK6363 型數(shù)控銑床的有限元數(shù)值模擬,并且數(shù)值模擬結(jié)果是可靠的。
2. 2 銑床立柱原結(jié)構(gòu)有限元模擬結(jié)果分析
( 1) 強(qiáng)度分析
銑床強(qiáng)度是指銑床承受載荷后抵抗發(fā)生變形的能力。銑床立柱在銑削深度為5mm 和10mm 兩種工況下的最大等效應(yīng)力分別為0. 07MPa 和2. 33MPa,其位置均在主軸箱附近,提取立柱應(yīng)力云圖如圖5 所示。
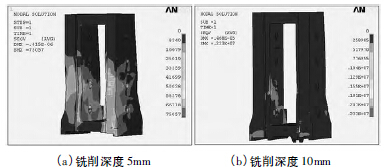
圖5 銑削深度為5mm 和10mm 的應(yīng)力云圖
從兩種工況的等效應(yīng)力云圖上可以看出最大等效應(yīng)力均出現(xiàn)在立柱與主軸箱附近交匯處,立柱大部分承載區(qū)域的等效應(yīng)力值在0 ~ 0. 7MPa 之間,而銑床立柱的材質(zhì)為16Mn 鋼,其強(qiáng)度極限為345MPa。考慮到銑刀的性能、銑削精度及主軸功率,TK6363 型數(shù)控銑床最大銑削深度控制在10mm 以內(nèi),因此,從等效應(yīng)力分析的結(jié)果來(lái)看,銑床立柱受到的應(yīng)力較小,且大部分都處于低應(yīng)力區(qū),遠(yuǎn)遠(yuǎn)滿足強(qiáng)度要求,且有較大的富余,需要進(jìn)一步的結(jié)構(gòu)優(yōu)化。
( 2) 剛度分析
TK6363 型數(shù)控銑床在銑削反作用力下會(huì)發(fā)生微變形,并直接影響到銑床的加工精度。銑床剛度除取決于自身材料的力學(xué)特性外,還與幾何形狀、邊界條件、外力作用形式等因素有關(guān),分析銑床立柱的剛度是該型號(hào)銑床設(shè)計(jì)任務(wù)中的一項(xiàng)重要工作。銑床立柱在銑削深度為5mm 和10mm 兩種工況下的最大位移量分別為4. 15E-04mm 和4. 68E-03mm,其位置均處于銑床頂部,提取立柱變形云圖如圖6 所示。
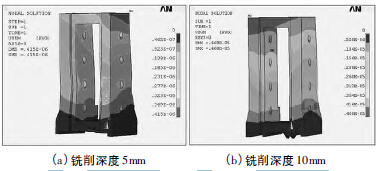
圖6 銑削深度為5mm 和10mm 的變形云圖
由圖6 可知,兩種工況下銑床立柱會(huì)發(fā)生變形,其變形值處于較低數(shù)值范圍內(nèi)屬于微變形,變形值由銑床底部向上逐漸變大,直到頂部達(dá)到最大值,由此可知銑床在進(jìn)行銑削加工時(shí)會(huì)出現(xiàn)向后的彎曲趨勢(shì),這與強(qiáng)度分析結(jié)果相吻合。由上述分析可知,該型號(hào)數(shù)控銑床滿足剛度的要求且有富余,由此進(jìn)一步說(shuō)明需要對(duì)銑床進(jìn)行結(jié)構(gòu)優(yōu)化分析,從而減輕自重,降低造價(jià)。
3 、模態(tài)分析
模態(tài)分析主要用于分析結(jié)構(gòu)的振動(dòng)特性,銑床立柱受到來(lái)電機(jī)和滑軌的激振而產(chǎn)生振動(dòng),當(dāng)結(jié)構(gòu)設(shè)計(jì)不合理時(shí),會(huì)因振動(dòng)而造成某些構(gòu)件的疲勞破壞,進(jìn)而影響銑床加工精度和使用壽命。
本文將計(jì)算床身立柱在動(dòng)態(tài)激勵(lì)下的響應(yīng),考慮該型號(hào)數(shù)控銑床的結(jié)構(gòu)較為復(fù)雜,且結(jié)合計(jì)算機(jī)配置,在此選用Block Lanczos 法求解銑床立柱的模態(tài),該方法精度高,速度快,適合大型結(jié)構(gòu)求解。銑床在銑削加工時(shí)振源頻率屬低頻范圍,高階模態(tài)的固有頻率遠(yuǎn)大于該銑床的激振頻率,因此低階固有頻率對(duì)銑床立柱的動(dòng)態(tài)特性起決定作用,本文求解時(shí)共擴(kuò)展了10 階模態(tài),前10 階固有頻率如表3 所示。前兩階振型如圖7所示,其中一階振型主要是立柱與主軸箱發(fā)生相對(duì)扭轉(zhuǎn)運(yùn)動(dòng),同時(shí)沿y 軸方向彎曲變形; 二階振型主要是彎曲變形。
表3 銑床前十階固有振動(dòng)頻率( Hz)
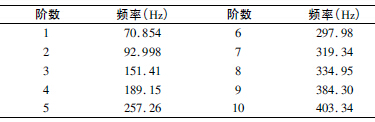
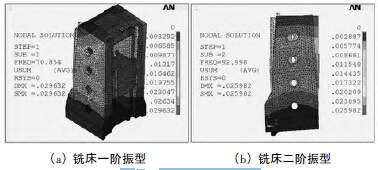
圖7 數(shù)控銑床振型圖
4、 輕量化設(shè)計(jì)
考慮到企業(yè)的澆鑄生產(chǎn)成本及后續(xù)的配套設(shè)施費(fèi)用,此次輕量化設(shè)計(jì)中,銑床的外形尺寸保持不變,在保證加工精度的前提下,對(duì)銑床的壁厚及立柱內(nèi)部加筋板布置形式進(jìn)行優(yōu)化。由原始靜力分析可知: 銑床的剛度和強(qiáng)度遠(yuǎn)滿足要求,且存在較大富余,故簡(jiǎn)化加筋板的數(shù)量,調(diào)整布置形式,優(yōu)化后的TK6363-B 型立柱加筋板結(jié)構(gòu)如圖8 所示,輕量化設(shè)計(jì)方案見(jiàn)表4。
表4 減重方案
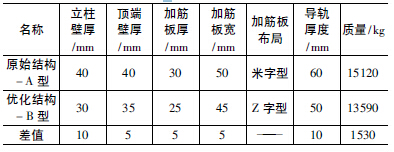
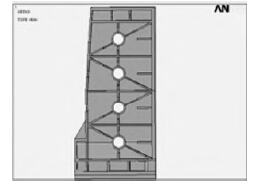
圖8 B 型立柱剖面三維實(shí)體模型
對(duì)輕量化的數(shù)控銑床分別進(jìn)行靜力學(xué)和模態(tài)分析,優(yōu)化后的銑床其強(qiáng)度和剛度變化量較小,最大等效應(yīng)力由原來(lái)的2. 33MPa 變?yōu)?. 34MPa,立柱最大變形量由原來(lái)的4. 68E-03mm 變?yōu)?. 72E-03mm,其變形值在0. 05mm 以內(nèi),滿足TK6363 型數(shù)控銑床加工精度設(shè)
要求,變形云圖如圖9 所示。
圖9 B 型銑削深度為10mm 變形云圖
隨著銑床壁厚的減小及加筋板布局形式的改變,TK6363-B 型數(shù)控銑床的各階固有頻率隨之增大,前5階固有頻率如表5 所示,前五階振型如圖10 所示。
表5 TK6363-B 型銑床前五階固有頻率
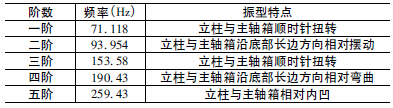
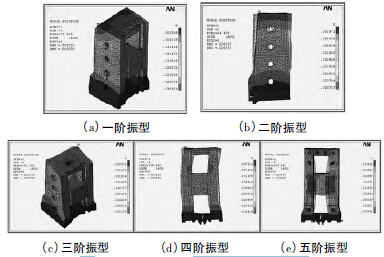
圖10 TK6363-B 型數(shù)控銑床振型圖
綜上所述,優(yōu)化后的銑床加工精度仍滿足要求,其固有頻率略有升高,動(dòng)態(tài)特性相對(duì)較優(yōu),振型特點(diǎn)是:底部相對(duì)較穩(wěn)定,立柱與主軸箱會(huì)發(fā)生相對(duì)扭轉(zhuǎn)運(yùn)動(dòng),并沿y 軸方向彎曲,頂部位移量相對(duì)最大。
5、 結(jié)論
本文針對(duì)TK6363 型數(shù)控銑床進(jìn)行了輕量化設(shè)計(jì),在保證最大限度降低澆鑄生產(chǎn)成本及后續(xù)配套設(shè)施費(fèi)用的前提下,可在重量減輕10% 的同時(shí),保證銑床加工精度符合設(shè)計(jì)要求。數(shù)值模擬與電測(cè)實(shí)驗(yàn)的綜合應(yīng)用使得銑床設(shè)計(jì)計(jì)算更加快速、精確,有效降低了生產(chǎn)成本,并進(jìn)一步提升了銑床的質(zhì)量品質(zhì)。同時(shí)為工程結(jié)構(gòu)優(yōu)化設(shè)計(jì)提供了可靠的理論依據(jù),為銑床類新產(chǎn)品的研發(fā)提供了有益的指導(dǎo)。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別