



埃馬克生產系統:適合差速器外殼的高效加工解決方案
2019-3-5 來源:埃馬克 作者:-
根據麥肯錫公司最新的一項調研預測,至 2030 年,全球汽車產量的年增長率為百分之二。以差動傳動裝置為例,如何在保證達到高質量要求的同時,也滿足日益增加的產量要求:無論使用何種驅動系統設計,該核心組件均必不可少。換言之,差速器殼體的產量將持續增加。同時,差速器外殼的加工要求也極其嚴格。埃馬克集團在這個領域中已處于優勢地位:這家專業制造商研發包括倒立式車削中心、工件輸送系統解決方案和夾具在內的完整生產線,從而能為用戶提供差速器外殼的高效加工整體交鑰匙解決方案。
在汽車制造行業中,差速器殼體始終是生產規劃人員關注的重點。一方面,無論汽車使用內燃機、電動機還是混合動力發動機進行驅動:過彎時用于平衡兩個車輪之間轉速的車橋差速器總是不可或缺的。另一方面,工件種類繁多,并且全部需要高效可靠地進行生產。以差速器外殼為例:差速器外殼有內部為球形或半球形的封閉式殼體,也有配備蓋子的“開放式”殼體,這些不同的形狀會影響加工工序。但無論是哪種情況,都需要分為多道相互協調、依次執行的子工序進行加工。設計制造此類整體系統便是總部位于薩拉赫的埃馬克集團這樣的專業制造商的任務。“我們為各種差速器外殼的加工研發完整的解決方案。方案中所采用的工藝技術,包括倒立式車削中心、夾具和連線裝置,均來自埃馬克。客戶可向埃馬克中心聯系人一對一提出所有要求,然后將整個項目規劃工作外包給我們。我們可以為客戶提供經過完美協調的整體式系統——節拍僅 95 秒、場地需求小、工藝可靠性高,”埃馬克的模塊化解決方案技術銷售經理兼差速器外殼技術專家 Daniele Loporchio 解釋說。
根據工件/工藝技術要求,在收到訂單后約 6 個月,便可向客戶交付一套完整的差速器生產線模塊化解決方案。
四道工序、節拍僅 95 秒即可達成目標
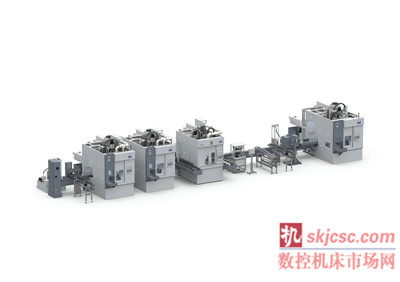
埃馬克展示的差速器外殼制造系統以其簡單而巧妙的設計令人印象深刻。為能實現這一節拍僅為 95 秒的完整加工工序,各機床無一例外地采用了埃馬克的模塊化解決方案,并與 TrackMotion 工件輸送系統高效聯接。
OP 10 / OP 20:車削差殼面一側 / 法蘭面一側
差殼首先在兩臺 VL 4 車床上進行加工。此處將完成軸座和法蘭的內部和外部加工。VL 機床配備具有 12 個刀位的動力刀具刀塔,還可實現十字軸孔鉆削加工。


第一面和第二面的車削(OP 10 和 20)在埃馬克 VL 機床上進行,OP 30 在埃馬克 VT 機床上進行。
OP 30:車削外徑
差速器外殼的剩余外部加工可在一臺 VT 4 車床上通過一次裝夾完成。由此可排除重復裝夾定位帶來的裝夾誤差。VT 4 配備兩個刀塔,每個刀塔具有 11 個刀位。由此可實現 4 軸同時加工,從而縮短節拍。工件的平行上下料也確保縮短非加工時間。
OP 40:精加工

另外,高精密特殊夾具也由埃馬克自行研發。這里展示的是 OP 40 中的 VL 6 車削中心。
后續加工在一臺 VL 6立式車削中心上進行。在 OP 40 中,埃馬克專為差速器外殼加工而設計的獨特夾具(見圖示)是一大亮點。在這道工序中對十字軸孔進行精鉸加工,并用鵝頸刀對球頂先進行粗加工,然后再進行精加工——全部在一次裝夾中完成。
至此僅需要完成最后的質檢步驟。此步驟可在一套額外的測量系統上完成,確保每件差速器外殼均具有完美的品質。
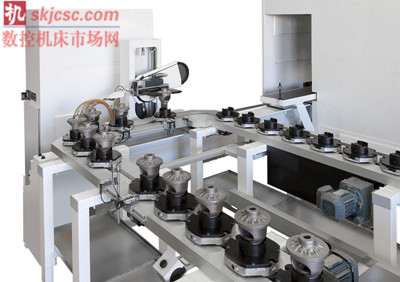
使用埃馬克的 TrackMotion 系統時,配備可編程電動機械手的升降翻轉滑臺可在各臺機床之間的軌道 (Track) 上來回穿梭。
此外,這套系統的連線也非常高效。基于埃馬克的模塊化和標準化機床平臺:由于具有統一的傳送高度、軟件控制系統和上下料主軸,可以輕松地使用埃馬克的 TrackMotion 工件輸送系統來連接各臺機床。配備可編程電動機械手的升降翻轉滑臺可在各臺機床之間的軌道 (Track) 上來回穿梭,并將差速器外殼放置到輸送帶上。之后,由上下料工作主軸將工件送入和送出加工區——這是一個非加工時間極短的快速進程。還有很重要的一點,由于采用緊湊型的立式機床,整條生產線的占地面積非常小,可輕松訪問及設置各個模塊。
在市場上取得成功
近年來,這種精簡高效的生產方法越來越成功:在全球范圍內,已有 60 至 70 條埃馬克生產線、共約 250 臺機床應用于差速器外殼的車削生產。原始設備制造商和一級供應商均信賴這種工藝技術。“我們提供從機床到夾具的整套交鑰匙產品。所有組件都已完美協調匹配。我們所有的研發工作都以豐富的實踐經驗為基礎,這些優勢將在市場上得到認可,”Loporchio 總結說。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

