


刀具刀尖圓弧半徑對切削過程中切削力的影響
2016-12-14 來源:中山職業技術學院 作者:周敏
摘要:對于切削力的建模通常采取將切削刃邊界離散化的方法,然而在車削的最后階段,由于刀具的刀尖半徑圓弧較小,在正交切削試驗中辨識局部切削力模型具有很大的局限性。本文采用一種新穎的試驗配置來研究圓弧半徑,。對切削力的影響。在切削試驗中考慮了刀具半徑,在圓柱外圓切削試驗和端面切削試驗的基礎上,將試驗結果與反向辨識相比較,該方法能夠證實圓弧半徑rE對切削力有很大的影響。
關鍵詞:切削力;刀具幾何形狀;刀尖圓弧;車削
1.引言
在車削過程中對切削力的準確預測能夠保證工件的加工質量。在一定范圍內,切削力建模需要仿真工件的變形和振動,此外切削力建模還能夠將加工裝備劃分為阻尼系統,在較低的程度上,刀具施加在工件材料上的局部載荷可以用來估計表面完整性。為了提高切削力的預測精度,本文提出一種新的試驗過程用于研究刀具圓弧半徑對局部切削力的影響。
刀具圓弧半徑rE是切削過程中實現理想性能的重要參數,已加工表面的粗糙度值受到圓弧半徑rE的顯著影響。對于給定的切削參數,增大刀具的圓弧半徑,可以減小切削的殘留高度并改變流屑方向,同時還能夠限制切屑對已加工表面的刮擦。切削力同樣也被影響,增加切削力使進給力增大,可能會導致工件彎曲舊’8’111。目前已經有一些專家學者開始研究圓弧半徑rE對動態性能的顯著影響舊t4 J。通過圓弧半徑rE可以修正刀具磨損情況,主要通過改變未切削切屑厚度的局部分布來實現舊’5J,同理,已加工表面層的殘余應力也可能受刀具幾何形狀的影響‘5,61。在工件幾何與表面完整性的切削力建模中,對于復雜的車削操作,切削刃離散化方法對于確定合力與分力很有效(見圖1)。
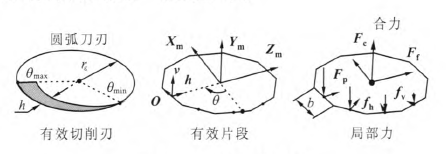
圖1 刀刃離散化原理
線性力由局部幾何參數表示,可以由正交試驗來修正,可表示為
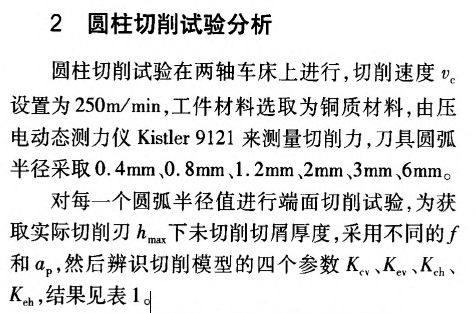
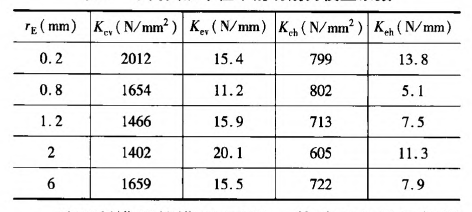
表1 不同圓弧半徑下的切削力模型系數
對于所辨識的模型,可用廠E估計對h的局部影響(見圖2),曲線不是單調變化的。可見,當未切削切屑厚度大時,rε的影響比較顯著。然而此處的分析結論有所差別,因為在rε=6mm和有直線刃口時,受力較大j原因是最大的刃口半徑和有效工件半徑。

圖2 不同n值下rE對力分量的影響
3.切削試驗模型驗證與結果討論

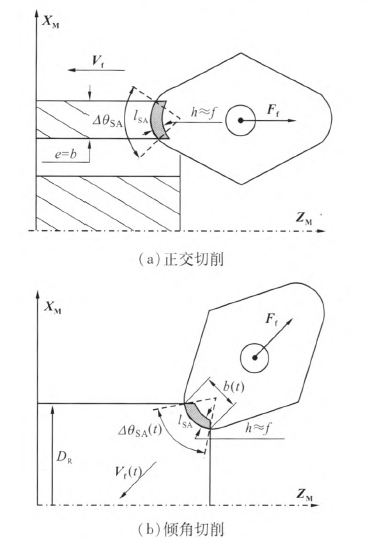
圖3不同的切削配置方式
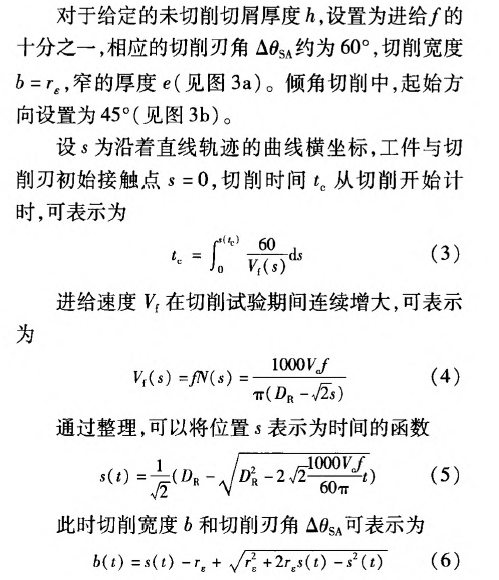
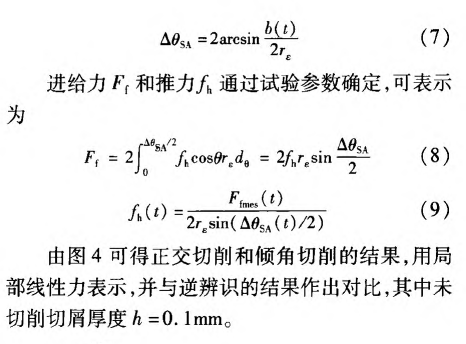

圖4正交切削、傾角切削與逆辨識結果的對比
由圖4可見,增大圓弧半徑使切削力增大。力的大小及其趨勢在試驗中都類似,也證實了傾角切削方法的正確性,在正交切削中力變化較大,可以解釋為這種配置方式能夠獲得的未切削切屑厚度較小。
4 .結語
針對刀具半徑對工件表面粗糙度及殘余應力的影響相關研究已經很多,但對于切削力模型的相關研究尚不多見,本文采用一種新的切削配置方式來研究圓弧半徑對切削力的影響,通過逆辨識模型、正交切削以及傾角切削試驗,并將結果進行對比,來理解切削過程中的切屑變形和耕犁效應,同時驗證本文建立的切削力模型的正確性。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

