


動態刀具補償功能在數控銑削編程中的應用
2018-8-16 來源:寶雞職業技術學院機械工程系 作者:段團和
摘要:在模具零件的數控銑削加工中,往往會遇到因受到刀具限制而無法用系統提供的指令格式直接編程的情況。使用 CAD/CAM 軟件進行實體造型及編程,使得工作量大且空走刀占用時間較長,而熟練掌握和運用宏程序編程技術往往能夠快速完成零件的編程和加工,使數控機床加工的潛力得以充分發揮。其中宏變量動態刀具補償功能的應用,在實現粗、精加工余量控制以及零件邊角倒圓的同時,刀具補償值能隨著加工程序的進程而變化,簡化程序的編制,減少了程序的出錯率,實現了機床連續加工,提高了生產效率。
關鍵詞:宏程序;變量;動態刀具補償
0、引言
在機械制 造 業 中,模 具 制 造 是 一 種 比 較 復雜的工作,而數控銑削加工在模具制 造 當 中 已經處于越來越重要的地位。一般模具零件的技術要求較高,需要經過數控粗、精加工才能達到
加工要求,這就使得加工程序冗長且 難 以 檢 查和修改,從而影響加工效率。
1、宏程序在數控加工中的應用
模具零件二維輪廓數控銑削是按零件實際坐標尺寸編程,并在數控機床上引入 刀 具 半 徑補償進行加工,其中 內、外 輪 廓 銑 削、邊 角 倒 圓等復雜型面的加工十分常見。邊角 倒 圓 屬 于 曲 面 加 工,一 般 需 要 借 助CAD/CAM 軟件造型和編程,而 熟 練 使 用 宏 程序編程技術則可以很快地在機床上直接完成對加工零件的手工編程。數控系統是應用各種變量進行算術運算、邏輯運算和函數運 算 進 行 編程,而宏程序提供的 順 序、選 擇 分 支、循 環 三 大程序結構能使加工程序極大地簡化。宏程序加工過程中的坐標數據由運算結果動 態 獲 得,適于編制復雜零件程序,尤其是非圓方 程 曲 線 的編程。宏程序動 態 刀 具 補 償 是 在 程 序 執 行 G41、G42刀具半徑 補 償 時,對 其 所 提 供 的 寄 存 地 址D 的數據能隨著程 序 進 程 不 同 而 變 化,作 為 一個變量在程序中以 #101來表示,在模具零件的加工過程中,方便實現對粗、精加工余量以及邊角倒圓時刀具補償量變化的控 制簡 化 程序的編制減少程序的出錯率,現了機床連續加工,提高了生產效率。
2、動態刀具補償在實現粗、精加工中的應用
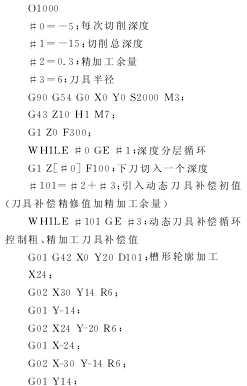
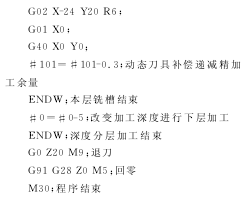
圖1所示為凹模零件簡圖。零件外輪廓及其上、下表面均已加工完成,要求完成零件中間矩形槽的粗、精加工程序編制。在編制零 件 內、外 輪 廓 程 序 時 通 常 是 按 照零件的實際尺寸進行編程,在進行 圖 1 零 件 槽形粗、精加工期間,需要通過在機床刀具半徑寄存地 址 中 修 改 補 償 量 的 大 小 來 完 成 零 件 加工,這樣經常會導致加工過程的中斷。宏程序中 動 態 刀 具 補 償 功 能 的 使 用,能 使刀具補償量隨著程序的進程而改變,從 而 實 現機床連續對零件 的 粗、精 加 工。由 于 圖 1 所 示零件型腔深度較大,采用分層循環加工.簡化程序編制。加工時選用 12mm 超硬立銑刀,加工零件材料為硬鋁合金 YL12,程序編制如下(從說明問題的角度考慮,零件大部分余量已去除,僅編制最后一步粗加工和精加工程序)。
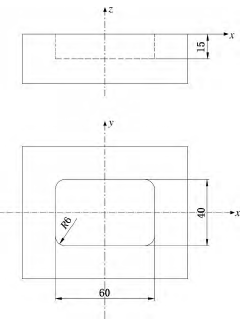
圖1 凹模零件簡圖
3、動態刀具補償在實現邊角倒圓中的應用
圖2所示的凸模零件在完成面銑及輪廓銑削后,要求完成凸臺 邊 角 倒 圓。一 般 是 采 用 相應倒角刀具或 R 系列刀具,以輪廓編程方式完成,加工中存在需要二次對刀的情況,容易在工件表面形成接刀痕,影響美觀和表面質量。
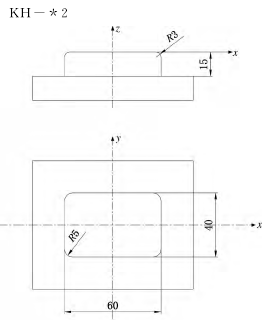
圖2 凸模零件簡圖
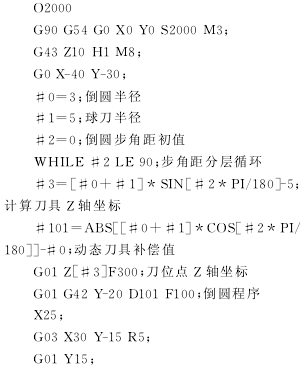
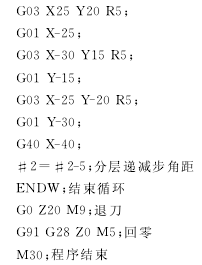
使用平底 銑 刀 或 球 頭 銑 刀,應 用 宏 程 序 編程,按曲面加工分層方式銑削,可以獲得較好的表面質量,且減少 空 刀 行 程。當 零 件 加 工 余量較大時,采用平底銑刀進行粗加工、球頭銑刀進行精加工的方案,余量較小時可采 用 球 頭銑刀精加工一次完成。在凸臺邊角倒圓加工時,可采用刀具由上至下或 刀 具 由 下 至 上 兩 種 方案,精加工時為獲取更好的加工表面 質 量 應使用側刃避免底刃切削采用刀具由下至上的加工方案。考慮到在加工過程中每層刀具半徑補償值為動態值,故使用動態刀具補償,這樣可以很容易地實現零件邊角倒圓和表面質量要求。圖2所示的凸模零件邊角倒圓半徑值較小,可以按精加工使用球刀一次完成。以下是使用 R5mm球刀對零件邊角倒圓的程序編制,圖 3 所 示 為動態刀具補償#101計算數學模型。
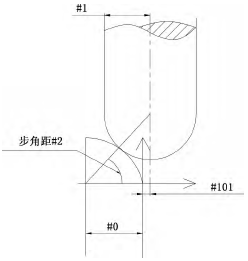
圖3 使用 R5 mm 球 刀 加 工 的 動 態 刀 具 補 償 #101計算數學模型
4、結論
宏程序動態刀具補償功能在以上加工案例中的應用,能夠極大地簡化零件的計 算 和 編 程過程,是快速完成編 程 和 加 工 的 較 好 途 徑。其應用減少了編程的數據量,提高了程 序 的 可 閱讀性和可修改性;通過對變量參數的修改,可以適用于具有相同工藝特征但尺寸規格或位置參數不同的同類型零件的加工編程,同 時 也 解 決了僅靠機床自身指令功能手工編程難以完成的特征(如:邊角倒圓等)編程。根 據 零 件 的 不 同特征和難易程度,合理地選擇或結合 使 用 手 工編程、宏 程 序 和 自 動 編 程,會 取 的 更 好 的 編 程效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

