


薄壁件復合開孔工裝創新設計
2020-2-21 來源:- 作者:周永龍,王小剛
摘 要:針對現有孔加工工裝“成本高、使用繁、范圍窄”的不足,明確了“分析工藝、綜合刀具、鉆銑組合”的創新思路,進行工作母盤、工作刀具的設計,探索了新型薄壁件復合開孔工裝的實施方式,減少了加工成本,提高了加工效率,增加了適用類型,拓寬了應用范圍。
關鍵詞:孔加工;開孔;薄壁件;工裝;母盤;刀具
內孔表面是組成機械零件的重要表面之一,在零部件中,內孔表面起到緊固連接、傳動、調節質心分布等作用。孔的類型主要分為緊固連接孔、傳動孔、工藝孔等。其中,緊固連接孔通過各種不同尺寸的螺釘孔、銷釘孔或鉚釘孔,把零件連接、固定起來;傳動孔通過孔與軸的配合類型合理選擇,能夠讓軸和孔之間產生相對運動;工藝孔通過孔的形態與分布,對機械零件本身起到調節、加工的作用,如油孔、減重孔、對定孔等。
孔加工是通過切削設備或成型設備對工件進行加工以產生符合要求的孔的加工過程,包括鉆孔、鉸孔、鏜孔、拉孔、沖孔等方式。在機械零件中,帶孔零件一般要占零件總數的 50%~80%,孔的種類也是多種多樣的,有圓柱形孔、圓錐形孔、螺紋形孔和成形孔等。由于孔的種類多樣、工件形式各異、加工環境不同,加工方式也不盡相同,對薄板、鈑金等薄壁件進行開孔的常用方法是沖孔、鉆孔的方式。沖孔適用于定型薄壁金屬件的大批量生產,需要專用機床和模具進行沖壓操作,不適應于薄板的單件小批量生產,因此在生產中,對于薄壁件通常采用鉆孔加工的方式。鉆孔加工設備可以是手鉆、臺鉆、立式鉆床等,刀具一般為麻花鉆、锪孔鉆,夾具多為彈性夾頭。
1、 現有薄壁件開孔工裝存在的問題

圖 1 為市場現有薄壁件開孔工裝
其基本結構為成組出現的圓盤刀具,根據開孔的規格大小,選擇不同的刀具,在夾緊和傳動方式上采用的螺紋旋合夾緊方式,其裝配相對復雜耗時,整體表現出“成本高、使用繁、范圍窄”的特點 。
由圖 1 可知,當需要加工不同孔徑的時候,就需要有相對應的開孔刀具,多種規格成套使用,攜帶不便,浪費金屬材料。由于單個開孔刀具的某幾個切削齒產生磨損甚至折斷后,將影響到整個刀具的加工效果,因此就需要將整個刀具更換,從而造成了浪費,提高了成本。
2) 使用繁。一是安裝繁雜。中心定位鉆的安與普通夾頭相似,在完成中心位鉆安裝后,還需要對盤刀進行安裝,需要具有適當的預緊力。當孔徑較大時,還需要增加扭力板以傳遞扭矩進行切削
加工。這些都增加了安裝的難度。二是調節繁瑣。當改變孔徑從而更換刀具的時候,需要進行刀具的拆除,然后進行新刀具的對中安裝。若還需要更換扭力板,則需要更進一步進行調整,以完成刀具的更換和切削。
3) 范圍窄。對于單個刀具而言,由于其為定尺寸刀具,因此不僅加工的孔徑固定,而且開孔的深度也固定。對于成組刀具而言,只能開通孔,不能加工盲孔,更不能加工異型面。
2 、薄壁件復合開孔工裝的創新思路
該創新設計目的在于提供一種打孔工裝,將刀具與夾具相結合,解決了現有的打孔裝置規格多、適應性差的問題。創新思路的原則是“分析工藝、綜合刀具、鉆銑組合” 。
1) 分析鉆孔的基本工藝。一是單個零件的鉆孔工藝,通過單個孔的直接劃線,確定位置后進行鉆孔;二是引鉆工藝,先鉆一個孔,以此孔為基準,鉆削加工其他的孔,可以利用已有面或鉆窩進
行異向鉆孔;三是組合鉆工藝,將兩個或多個零件用夾頭夾緊或螺釘組合后形成一體,從而進行鉆孔加工。
2) 綜合運用鉆孔工藝創新設計。在分析引鉆、組合鉆等工藝的基礎上,以此原理為基礎,結合夾頭、刀具運動方式,進行新的結構設計,合理布局工裝結構。其特點是結合中心鉆和定心鉆的基本作用,進行刀具方式新組合。其中,中心鉆主要用于鉆中心孔,也可用于麻花鉆鉆孔前預鉆定心孔;定心鉆主要用于麻花鉆鉆孔前預鉆定心孔,主要有90°和 120°兩種規格。
3) 鉆銑組合。在現有夾具的基礎上,以中心鉆的引鉆工藝為基礎,將市場現有的多齒刀具進行分化設計,形成“中心為鉆,周向加工為銑”的加工方式。
3 、薄壁件復合開孔工裝的創新設計
在明確創新設計思想的基礎上,確定創新設計技術方案。該方案采用了母盤,母盤中心設有夾持頭,母盤的半徑上設有若干條空心的刀具槽道,每條刀具槽道設有若干錐形刀具柄安裝孔,刀具柄頭設有凸起,刀具柄身為錐形面能夠配合刀具柄安裝孔的形狀,刀具柄身兩側設有凸起的直柱。當刀具柄頭插入刀具柄安裝孔內時,刀具柄身的錐形面緊貼刀具柄安裝孔的錐面,刀具柄身兩側凸起的直柱置于刀具柄安裝孔旁的刀具槽道內,凸起伸出,刀具柄安裝孔位于母盤上方,夾緊螺母用來夾緊凸起,將刀具夾緊在母盤上。此外,母盤中心底部還設有中心鉆。
1) 工作母盤。圖 2 為工作母盤。工作母盤為該薄壁件復合開孔工裝的基體,起到連接、支承、傳動的作用。在盤上面設置圓軸,在圓軸上端周向均布 3 個平面,作為夾持連接頭,與鉆床的三爪夾緊配合使用,對圓盤進行夾緊,從而有效驅動整個盤面的旋轉。為了減少能耗,圓盤下端為中空結構,盤面均布 6 個刀具長槽,各槽中分布錐度孔,方便刀具快速精準定位、夾緊。每個錐度孔刻線標示其回轉直徑,便于快速讀取數值。
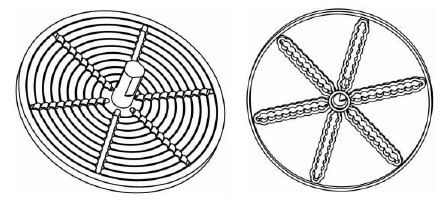
圖2 工作母盤
2) 各樣刀具。
圖 3 為刀具基本結構示例。刀柄的鍍面部分可實現快速定位、方便夾緊。二側矩形臺面與母盤長槽相配合,防止單個刀具自身的旋轉,從而對刀具頭部起到定位作用。刀具尾部為螺紋結構,通過旋合螺母,扳手加力,即可螺旋鎖緊。刀具頭部根據需要設計成長柄、短柄,寬刃、異型面等類型。通過變換刀具的類型、位置,實現開通孔、锪孔的目標,可加工平底、異型面。
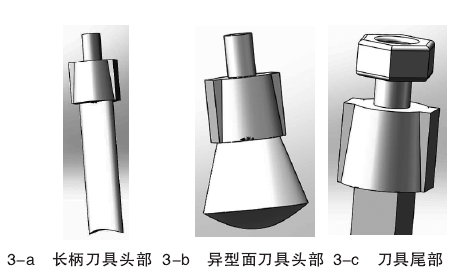
圖 3 刀具基本結構示例
4 、薄壁件復合開孔工裝的實施方式
該創新設計的具體實施方式詳細情況如下:母盤中心設有夾持頭,母盤的半徑上設有若干條空心的刀具槽道,每條刀具槽道設有若干錐形的刀具柄安裝孔,刀具的刀具柄頭設有凸起,刀具柄身為錐形面能夠配合刀具柄安裝孔的形狀,刀具柄身兩側設有凸起的直柱。當刀具柄頭插入刀具柄安裝孔內時,刀具柄身的錐形面緊貼刀具柄安裝孔的錐面,刀具柄身兩側凸起的直柱置于刀具柄安裝孔旁的刀具槽道內,凸起伸出,刀具柄安裝孔位于母盤上方,夾緊螺母用來夾緊凸起,將刀具夾緊在母盤上。刀具的刀頭能夠根據需要設計成長刃、短刃,寬刃、異型面刃等類型。通過變換刀具的類型、位置,實現開通孔、锪孔的目標,可加工平底、異型面。刀具柄安裝孔在刀具槽道中分布,方便刀具快速精準定位、夾緊。母盤中心底部還設有中心鉆,中心鉆起到中心定位作用,方便母盤的固定和取出。
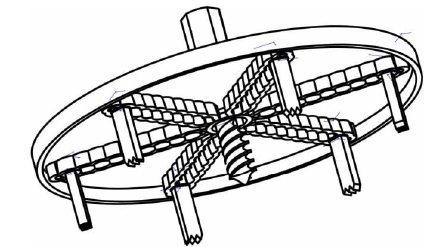
圖 4 薄壁件復合開孔工裝整體裝配示意圖
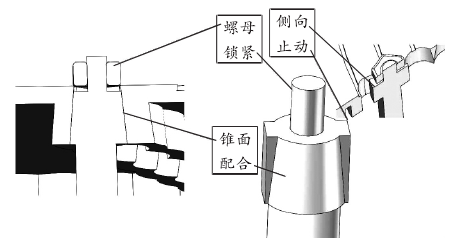
圖 5 為刀具定位示意圖
5 、結束語
通過該薄壁件復合開孔工裝的創新設計,特別是工作母盤的作用,減少了成組刀具的材料應用,從而降低了成本,通過多種錐面、臺面的組合,實現快速定位與夾緊,從而減少了換刀的強度和技術要求,容易操作。通過刀具的類型選擇、母盤安裝位置的變化,現實了多樣孔的加工。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

