


盾構(gòu)機(jī)刀具失效性的仿真分析
2020-4-7 來源:南京農(nóng)業(yè)大學(xué)工學(xué)院 作者:何佳聞
摘要: 本文以某地鐵線盾構(gòu)機(jī)挖掘過程中失效的刀具為依據(jù),建立了三維刀具切割模型,并進(jìn)行力學(xué)分析,推導(dǎo)出內(nèi)側(cè)力理論公式,并驗(yàn)證了有效性。同時(shí),分析了刀環(huán)側(cè)向力的影響因素,探討了內(nèi)側(cè)力與刀盤斷裂之間的相關(guān)性,據(jù)此優(yōu)化盤式刀具的間距和工作盾構(gòu)隧道參數(shù)。
關(guān)鍵詞: 盾構(gòu)機(jī); 刀具; 失效性; 仿真分析
盾構(gòu)機(jī)(Shield Tunnel Boring Machine)是工程機(jī)械裝備制造業(yè)的標(biāo)志性產(chǎn)品,也是當(dāng)今世界上最先進(jìn)的地下工程與隧道掘進(jìn)超大型專用設(shè)備,具有開挖切削土體、輸送土碴、拼裝隧道襯砌、測量導(dǎo)向糾偏等功能[1]。目前隨著工業(yè)化技術(shù)的進(jìn)程以及智能化的發(fā)展,限制盾構(gòu)機(jī)發(fā)展制造的主要因素有盾構(gòu)機(jī)的速度,切割頭的扭矩,構(gòu)機(jī)千斤頂?shù)耐屏ο蚯耙苿樱湫逝c切割室內(nèi)壓力的穩(wěn)定性、從切割室中取出泥土的數(shù)量和質(zhì)量等有關(guān)。同樣這些因素也嚴(yán)重影響了盾構(gòu)機(jī)的使用,造成了刀具的失效等[2]。鑒于此,開展盾構(gòu)機(jī)刀具失效過程的力學(xué)分析與影響因素探究非常必要。以某地鐵線盾構(gòu)機(jī)挖掘過程中刀具失效為工程背景,對其失效過程、影響因素進(jìn)行了深入分析與探討。
1、 工程應(yīng)用方案
針對某城市地鐵隧道盾構(gòu)機(jī)挖掘過程中釬焊材料刀具的失效性分析。在該地區(qū),巖石的無側(cè)限抗壓強(qiáng)度(UCS)約為 2.5?54.4 MPa,而 UCS 在另兩種情況約為 70?100 MPa[3,4]。對于較軟的巖石,圓盤切割機(jī)深入巖石,意味著接觸切割環(huán)與巖石之間的面積比較大。對于堅(jiān)硬的巖石,穿透深度較淺,接觸面積較大相對較小。因此,切割環(huán)上的正常沖擊載荷是主要的。另一方面,刀環(huán)的材質(zhì)是由硬質(zhì)合金制成,能夠承受高正常沖擊載荷但易受側(cè)向載荷。因此,這是合理的將切割環(huán)斷裂歸因于切割環(huán)上的側(cè)向力。
2 、數(shù)據(jù)模擬
2.1 模型設(shè)計(jì)
圖 1 顯示了刀具環(huán)切的三維(3-D)模型設(shè)計(jì)圖,其中(a)總體圖,(b)切割刀具環(huán),(c)切割刀具主體。
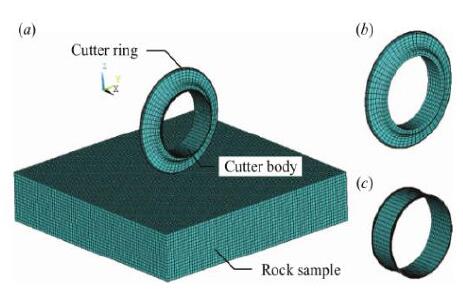
圖1 三維刀具
2.2 數(shù)值模擬參數(shù)
LS-DYNA 是一種用于大變形動力學(xué)的顯式有限元求解器復(fù)雜的影響問題,這里用作數(shù)值工具。如圖 1 所示,使用的仿真模型包括三部分:巖石樣本,切割器環(huán)和切割器本體用于控制切割器環(huán)的運(yùn)動。盤片切割機(jī)(432 mm),橫截面為恒定(CCS),尺寸如圖 2 所示。關(guān)于巖石樣本,除了可自由變形的頂部邊界之外,所有其他邊界在位移和旋轉(zhuǎn)中都是固定的。此外,采用非反射邊界條件來減輕由反射引起的意外故障波浪。數(shù)值模型中巖樣和刀具材料模型均采用*MAT_CONCRETE,巖樣尺寸為 1.0 m×1.0 m×0.2 m,其模型節(jié)點(diǎn)數(shù)量 150000,元素?cái)?shù)量 102400。刀具密度取 8930 kg/m3,泊松比 0.33。
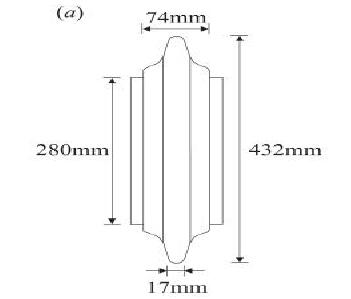
圖 2 模型尺寸參數(shù)示意圖
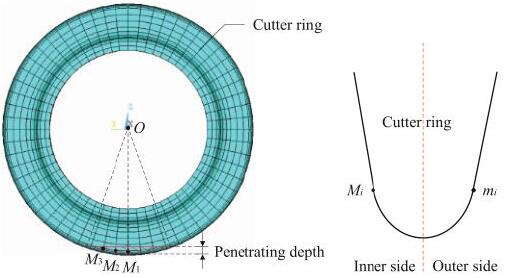
圖 3 側(cè)向力的影響區(qū)域和監(jiān)測點(diǎn)的位置示意圖
使用替代方法,因?yàn)殡y以直接測量切割環(huán)上的側(cè)向力。三次監(jiān)測選擇刀環(huán)內(nèi)側(cè)的點(diǎn)(M1-3),如圖 3 所示,以測量表面應(yīng)力。平均值受監(jiān)測的表面應(yīng)力被用來表示內(nèi)側(cè)力。另外三個(gè)監(jiān)測點(diǎn)(1?3 m)在外側(cè)用刀環(huán)來揭示側(cè)向力的差異,其中 Mi 表示內(nèi)部測量點(diǎn),mi 表示外部測量點(diǎn)。圓形切割過程之前的時(shí)間間隔用于釋放由初始引起的巖石樣品中的應(yīng)力滲透。由于圓形切割過程中正常表面應(yīng)力發(fā)生變化,記錄應(yīng)力的時(shí)間間隔為 a 對監(jiān)測值有明顯的影響。在 0.0025 s 的時(shí)間步長內(nèi),圓形切割的路徑長度(d=1.5 m,r=216 mm,ω=1.0 rad/s)約為 0.0375 m,盤刀的滾動角度約為 9.9°。根據(jù)滾動角度,所有三個(gè)內(nèi)側(cè)的監(jiān)測點(diǎn)一直處于橫向剪切的影響區(qū)域。所以三者的平均值監(jiān)測點(diǎn)可以用來表示內(nèi)切割環(huán)上的表面應(yīng)力的總體水平。
3 、仿真結(jié)果分析
3.1 失效過程的力學(xué)分析
在半徑(R)為 0.5 m 的切割過程中(時(shí)間步長,T=0.03?0.05 s),對于初始穿透,巖石的 von-Mises應(yīng)變輪廓幾乎是對稱的,這意味著切刀環(huán)兩側(cè)的側(cè)向力是平衡的。應(yīng)力分析結(jié)果顯示,與圓形切割過程一起,與外側(cè)相比,切槽內(nèi)側(cè)的應(yīng)變越來越大。在這段時(shí)間,圓盤切割機(jī)開始圓形切割過程。圖 4 顯示了中央?yún)^(qū)域和外部區(qū)域巖石的應(yīng)變輪廓的差異。對于間距半徑為 2.0 m 的圓盤切割機(jī),切割槽內(nèi)外邊緣的 von-Mises 應(yīng)變輪廓幾乎是對稱的,如圖 4(b)所示。雖然中心區(qū)域的馮米塞斯應(yīng)變輪廓不對稱,內(nèi)部應(yīng)變很大如圖 4(a)所示,高于環(huán)外的應(yīng)變。這一現(xiàn)象表明,側(cè)剪力是一個(gè)主要問題中部地區(qū)巖石破壞的原因,而在外部地區(qū)正常影響是主要原因。其中,模擬參數(shù)條件(a)T=0.04 s,R=0.5 m; (b) T=0.04 s,R=2.0 m。
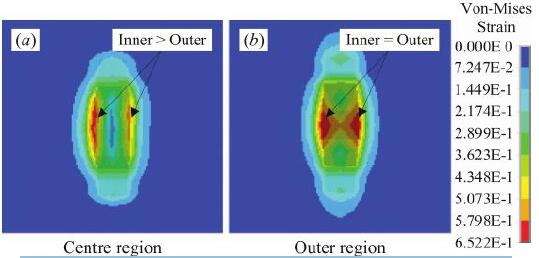
圖 4 中央?yún)^(qū)域和外部區(qū)域巖石的應(yīng)變輪廓的差異示意圖
圖 5 顯示了在不同的間距半徑(R)值下刀盤內(nèi)側(cè)力和外側(cè)力的比值。圖 5 中“1”線以上的結(jié)果表明內(nèi)側(cè)力大于圓形期間的外側(cè)力切割過程。通常,如圖 5 所示,小間隔半徑處的比例大于大間隔半徑處的比例。此外,盤刀在切割中的滾動運(yùn)動槽使監(jiān)測點(diǎn)的位置也發(fā)生變化,導(dǎo)致比例值的波動。
當(dāng)圓形切割開始時(shí),監(jiān)測點(diǎn) Mi 和 mi 立即離開側(cè)向剪切區(qū)域,以便監(jiān)測結(jié)果顯示一個(gè)揮動的曲線。
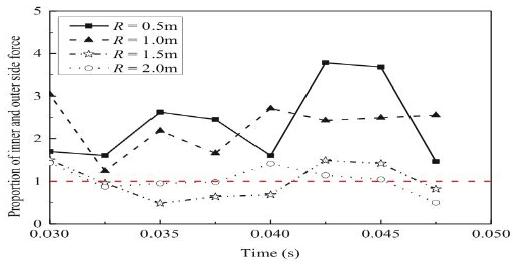
圖 5 不同間距半徑的切割過程中的側(cè)向力的比例
3.2 內(nèi)側(cè)力的理論公式推導(dǎo)
作用在切割環(huán)上的內(nèi)側(cè)力也可以通過積分面積(S)上的表面應(yīng)力來計(jì)算:

其中σx 是切割環(huán)上的法向表面應(yīng)力,S 是切割環(huán)上內(nèi)側(cè)力的影響區(qū)域。由于內(nèi)側(cè)力的影響區(qū)域較小,可以用監(jiān)測的表面應(yīng)力的平均值來表示近似力(Fi)。因此,可以推導(dǎo)為:

σx 是切割環(huán)接觸面上的平均表面應(yīng)力,σxi 是監(jiān)測點(diǎn) Mi 的法向表面應(yīng)力,n 是監(jiān)測點(diǎn)總數(shù)以及監(jiān)測點(diǎn)數(shù)量。
根據(jù)公式(2)和數(shù)值結(jié)果,可以計(jì)算內(nèi)側(cè)力以及推斷出影響因子 f(ω),見圖 6。影響因子點(diǎn)的波動可能歸因于巖石樣品的脆性破壞和動態(tài)切割過程。通過回歸分析,影響因子可以很好地匹配指數(shù)函數(shù)(f(ω)=exp(1.26-0.50ω+0.08ω2)。影響因子隨著角速度的增加而下降,因?yàn)檎5臎_擊變得更強(qiáng),角速度很高,并導(dǎo)致巖石中的主要巖石破壞切槽,受側(cè)向力剪切的巖石變小,側(cè)向力影響因子減少。
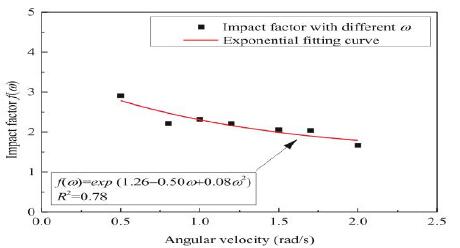
圖 6 影響因子和角速度之間的相關(guān)性
這個(gè)半理論方程(即,f(ω)=exp(1.26-0.50ω+0.08ω2)取巖石的剪切強(qiáng)度,盤刀的尺寸和位置,穿透深度,以及考慮到切割頭旋轉(zhuǎn)的角速度。
3.2 影響側(cè)向力的因素
為了驗(yàn)證數(shù)值結(jié)果,引入了另一種計(jì)算側(cè)向力的方法[5]。張建熙提出的方法[6]基于靜態(tài)應(yīng)力分析。動態(tài)效應(yīng)和圓形切割過程使得數(shù)值結(jié)果大于計(jì)算值,如圖 7 所示。圖 7 還顯示了具有不同角速度的內(nèi)側(cè)力的數(shù)值和半理論結(jié)果。半理論結(jié)果與數(shù)值結(jié)果具有良好的一致性。隨著內(nèi)側(cè)力增加而角速度減小,這與圖 6 中觀察到的現(xiàn)象類似。當(dāng)正常沖擊變得更強(qiáng),角速度更高,會導(dǎo)致切削中的主要巖石破壞,內(nèi)側(cè)力數(shù)值減少。
圖 8 顯示了不同穿透深度的數(shù)值和半理論結(jié)果的比較。比較顯示半理論結(jié)果可以很好地匹配數(shù)值結(jié)果,特別是在較小的穿透深度。當(dāng)穿透深度增加,從數(shù)值方法獲得的內(nèi)側(cè)力增加的速度比通過半數(shù)值法計(jì)算的更快,理論方程造成這種差異的原因可能是由于側(cè)向力只引起剪切的假設(shè)切割槽中的巖石失效。然而,隨著穿透深度的增加,巖石的破碎類型逐漸增加從剪切失敗變?yōu)閴嚎s失敗。由于巖石的抗壓強(qiáng)度遠(yuǎn)大于剪切強(qiáng)度,隨著穿透深度的增加,數(shù)值模擬的內(nèi)側(cè)力增長更快。
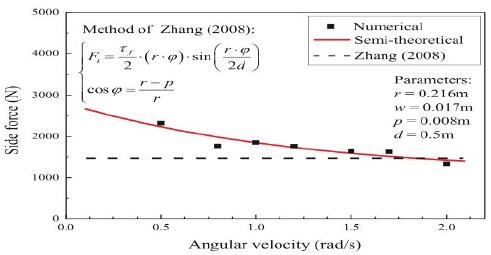
圖 7 數(shù)值和半理論結(jié)果與不同角速度的比較
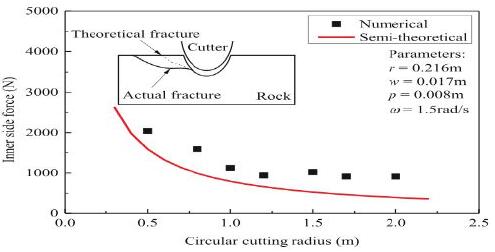
圖 8 數(shù)值和半理論結(jié)果與不同圓形切削半徑的比較
3.3 內(nèi)側(cè)力與刀盤斷裂之間的相關(guān)性
使用公式(2)中,可以計(jì)算圓形切削過程中刀環(huán)上的內(nèi)側(cè)力。圖 9 比較了側(cè)面力和相應(yīng)的切割環(huán)斷裂的累計(jì)百分比。盡管側(cè)向力急劇下降,在切割頭的中心區(qū)域的平均側(cè)向力高。因此,內(nèi)部區(qū)域中刀片斷裂的風(fēng)險(xiǎn)較高。但是,刀圈斷裂的增加率(曲線的斜率代表累積百分比)差不多穩(wěn)定而內(nèi)側(cè)力急劇下降。原因在于數(shù)值中使用的盤形刀的間距半徑的范圍模擬為 0.5?2.0 m。因此,超出范圍的刀架中心附近的計(jì)算結(jié)果可能不正確。在外部區(qū)域,側(cè)向力低于 1000 N 的線(緩慢減小),因此很少發(fā)生切割環(huán)斷裂。該對比結(jié)果表明,刀圈斷裂的高風(fēng)險(xiǎn)與內(nèi)側(cè)力的高水平相關(guān)。在這種情況下 8 mm 的穿透深度(即 d/0.5D=0.18),平均法向表面應(yīng)力(σx)將大于 3.2 MPa(σx=Fi/S)當(dāng)內(nèi)側(cè)力達(dá)到 1000 N 時(shí)。因此,小于 1000 N 的側(cè)向力可以被認(rèn)為是安全值防止刀圈斷裂。
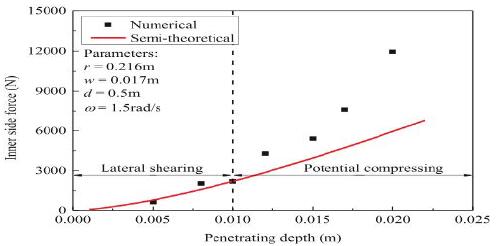
圖 9 刀具環(huán)斷裂和內(nèi)側(cè)力的相關(guān)性
4、 結(jié) 論
本章主要基于某地區(qū)地鐵隧道挖掘過程中盾構(gòu)機(jī)的刀具失效情況進(jìn)行模擬分析。通過總結(jié)刀環(huán)斷裂的特點(diǎn),我們認(rèn)為刀環(huán)的失效可以與內(nèi)環(huán)相關(guān)聯(lián)側(cè)力。通過力學(xué)分析和數(shù)值模擬,可以計(jì)算出刀環(huán)的側(cè)向力和影響的影響討論因素。對刀盤斷裂的失效分析可以用來優(yōu)化盤式刀具的間距和工作盾構(gòu)隧道參數(shù)。更具體的結(jié)論如下:
(1)根據(jù)工程案例收集到的現(xiàn)場數(shù)據(jù),更容易發(fā)生刀具斷裂中心區(qū)域而不是外部區(qū)域;
(2)提出了考慮巖石和隧道抗剪強(qiáng)度的內(nèi)側(cè)力半理論計(jì)算公式參數(shù)。通過將半理論結(jié)果與數(shù)值結(jié)果進(jìn)行比較來驗(yàn)證該公式,具有很好的一致性。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別