


隨著裝備大型化和以鋼代鑄的廣泛使用,超厚板在設備制造業中使用越來越廣泛。
火焰切割作為結構件生產加工的首要工序,加之火焰切割的不可逆性,超厚板數控火焰切割工藝已是大型設備制造廠家的必備技術。因此研究和掌握超厚板數控火焰切割工藝具有重要意義。
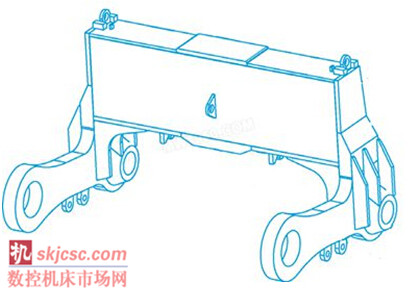
大包回轉臺是煉鋼廠方圓坯項目中的重要設備,由于該設備產品結構大,使用條件惡劣,制作質量要求高,制作難度大,首要是厚板的數控火焰切割下料,大包回轉臺的部分構件使用超厚鋼板,如圖1所示的上連桿中序號9鋼板厚度達到220mm。必須針對超厚板的切割特點進行分析,制定相應的措施保證產品的切割質量。
1. 超厚板火焰切割特點
(1)氧氣和乙炔 由于超厚板零件尺寸通常較大,因而消耗的氧氣和乙炔的總量要多得多。
超厚板數控切割要一次性完成單個零件的切割必須要保證足夠的氧氣和乙炔持續穩定的供應。
(2)厚板尺寸和質量大 如220mm×2200mm×8000mm,質量約30t。單個零件質量有時也很大,圖1中上連接桿序號9鋼板,質量能達4t多。
(3)容易產生切割缺陷 除了常見的切割缺陷外,超厚板還會產生如切割不透等缺陷。
(4)材料邊角料損失大 由于超厚板的邊料損失較多,故邊料難以再利用。
(5)切割變形大 鋼板受熱量大,導致鋼板切割時產生移料變形,導致零尺寸出偏差,在巨大的應力作用下,如鋼板突然彈開還可能引起安全事故,故制定切割工藝時需防止切割變形導致的質量和安全問題。
2. 超厚板切割斷面易產生質量缺陷
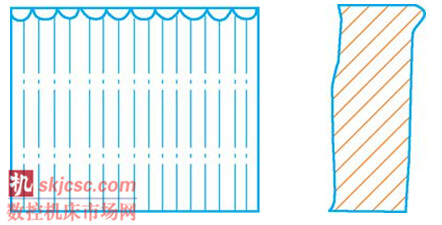
(1)上邊緣切割缺陷 上邊緣塌邊或水滴狀熔豆串,割縫上邊緣熔化過快,造成圓角塌邊。
原因:一是鋼表面有難熔的較厚氧化皮;二是切割速度太慢,預熱火焰太強; 三是割嘴與工件之間的高度太高或太低,使用的割嘴號太大,火焰中的氧氣過剩,如圖2所示。
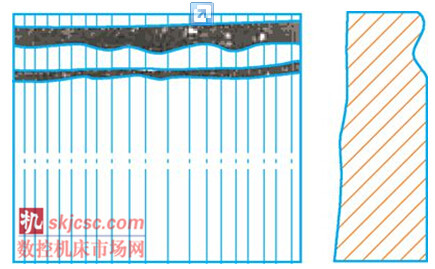
(2)切割面平面度差 ①切割斷面上邊緣下方,有凹形缺陷現象(見圖3),同時上邊緣有不同程度的熔化塌邊,這是由于切割氧壓力太高,或割嘴與工件之間的高度太大;割嘴有雜物堵塞,使風線受到干擾所致。②切割斷面粗糙度過大,這是因切割速度拖得過快或鋼板內部有雜質而影響成形的,如圖3所示。
(3)斷面垂直度差 ①切割縫上寬下窄或上窄下寬,原因是切割速度過快或過慢;割嘴有雜物堵塞使風線受到干擾;切割氧太小或太大,造成金屬燒損不足和過多。②出現斜角,由于割炬與工件面不垂直或風線不正造成的。
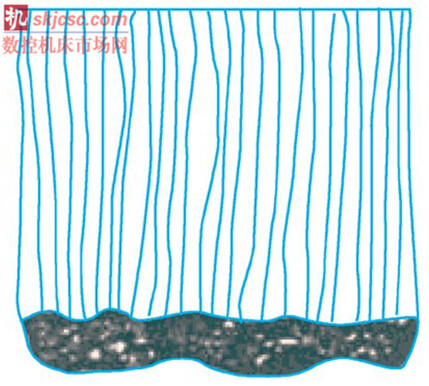
(4)下邊緣切割缺陷 ①接近下邊緣處凹陷并且下邊緣熔化成圓角, 原因是切割速度太快,割嘴堵塞或者損壞,風線受阻變壞。②在切割斷面上或下邊緣產生難以清除的掛渣,形成原因是切割速度太快或太慢,使用的割嘴號太小,切割氧壓力太低;預熱火焰中燃氣過剩,鋼板表面有氧化皮銹蝕或不干凈;割嘴與工件之間的高度太大,預熱火焰太強;合金成分含量太高也會造成斷面及下邊緣掛渣(見圖4)。
(5)裂紋 在切割斷面或熱影響區出現微裂紋。其原因是鋼板碳當量太高,裂紋敏感性高卻未采用適當的預熱及緩冷措施。
(6)變形 在切割時由于鋼板局部受熱,導致鋼板切割時產生移料變形,從而使切割的零件出現尺寸偏差,影響產品的質量,如圖5所示。
3. 切割工藝
(1)切割供氣系統 由于厚板切割所需氧氣和乙炔供氣量很大,且需保證在較長時間內、較高氣壓下供氣穩定。部分大型結構廠有較穩定的氧、乙炔供氣站系統。然而由于各種原因很多單位并無此供氣系統,多采用瓶裝氧、乙炔氣體。而一個厚板零件的氧氣或乙炔使用量往往超過一瓶,在零件切割中途就中斷,中斷處的切割缺陷肯定影響切割質量;為保證氧、乙炔氣體的連續穩定供應,可將多瓶氣體并聯使用,保證乙炔穩定連續供氣。
制作并聯供氣包(見圖6),用一φ 100mm的鋼管作為氣包,兩端用鋼板堵焊上,在鋼管上制作6根進氣管,一根出氣管(注意焊接質量,保證氣包不漏氣)。
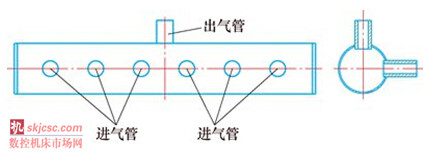
在每根進氣管和出氣管上加上氣密性好的球閥,和接管裝置。
使用時將6瓶乙炔氣與進氣管相連,出氣管與數控切割機供氣管相連,形成6瓶氣并聯供氣的局面。如6瓶氣仍不夠用,可先開其中三瓶氣打開,使用快完時,打開另外三瓶新氣后關閉這三瓶快用完的氣,并用三瓶新氣更換。如此循環可保證氣包連續供氣。
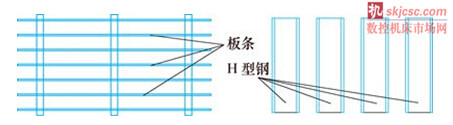
(2)切割支撐架 由于厚板尺寸和質量大,最重達30t,且單個零件尺寸和質量大,最重達4t,所以原有數控切割機支撐架因板條支承力不夠不能滿足切割要求(見圖7a),另外,由于切割厚板的火焰穿透力強,零件切割后也會將板條切割斷,導致零件將支撐架壓塌,使切割質量不能達到使用要求。所以為保證支撐架穩定支撐,需對支撐架進行改造。經分析研究和討論,決定采用廢舊H型鋼做為厚鋼板支撐架。具體措施: ①在廢舊H型鋼中找到寬度一致的H型鋼。②根據要切割厚鋼板的尺寸要求,所以用選出來H型鋼搭建一長寬適度的支撐架。③利用排料圖檢查,確保每個零件切割下來后都會得到穩定的支撐,否則在相應零件下方再加支撐。④將支撐架用數控床切割嘴頭找水平。⑤將厚鋼板再次找平后準備切割。
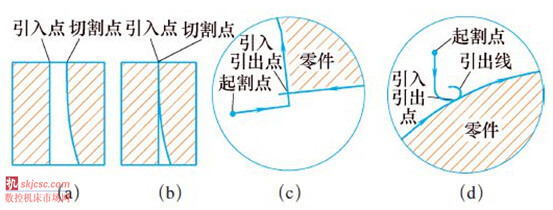
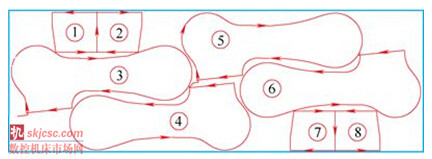
(3)切割程序優化 首先,引入引出點處理。超厚板(最厚達220mm)切割時最難保證的是切口質量,特別是零件引入引出點位置,往往會產生切割缺陷,如圖8a、圖8b所示。厚板切割點往往不能垂直,切割點至引入點重合時,如果此時出現切割線轉折時就會導致根部未割斷的現象,由零件重力引起斷裂而產生缺陷。為防止產生類似缺陷,可通過優化切割程序中的引入引出線來避免。具體措施是:①如圖8c原程序切割引入引出點在零件直線上,實際切割時在引入引出點要停頓一下,對普通薄板或中厚板無關緊要,對于超厚板則會產生缺陷。②修改切割軌跡,切割引入引出點最好在零件轉角處,從起割點切入,在引入點不作停留直接切割進入零件,零件切割結束后在引出點不作停留直接切割出零件。如零件沒有轉角如圖8d所示,軌跡引入線和引出線均為圓弧引入和圓弧引出。
其次,數控切割順序及切割走向研究,由于火焰切割過程中,零件和鋼板在割縫處受熱膨脹,所以在切割過程中如不注意走向,會導致零件走料,即零件被膨脹力擠走,導致零件尺寸與程序尺寸不一致。為解決這一問題,我們根據分析:鋼板在切割時質量輕的因壓力小,致使與支撐架的摩擦力小而被膨脹力擠走,質量大的因壓力大,致使與支撐架的摩擦力大而不被膨脹力擠走。在編寫程序時必須注意這一點,零件在切割時盡可能與質量大的一塊相連。據此原則,上連桿的排料、切割順序、切割走向如圖9所示。
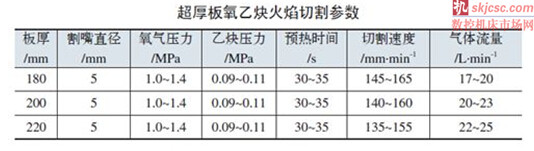
最后,排料優化尺寸,這能節約較大的成本,設計程序時可在排料優化上多用點時間考慮,剩下的邊料最好要有利用價值,由兩人以上交互檢查零件尺寸,確認無誤后生成程序。被割件越厚,割炬型號、割嘴號碼、氧氣壓力均應增大,氧氣壓力與割件厚度、割炬型號、根據現場設備與切割經驗選擇,超厚板切割參數如附表所示。
(4)實施切割 鋼板一經切割,所以應只能一次成功。在鋼板廢棄的邊角處試切割,調整好切割風線,確保切割斷面沒有上述各種缺陷。在切割過程中現場跟蹤,發現問題第一時間處理。
4.結語
通過充分的準備和嚴格制定的切割工藝,使超厚板切割取得了一次性成功,產品切口質量和外觀都達到了工藝要求,切割出了合格的產品零件(見圖10)。

打通了在現有設備條件下火焰切割超厚鋼板生產工藝,為生產同類產品奠定了技術支撐。 (文圖自:廖學勇 )
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

