



一種直線導軌用車床尾座的設計
2017-3-1 來源:(沈陽機床(集團)有限責任公司 作者:耿華,王亮,張金軍,張亮
摘要:傳統平床身數控車床的jjn-r精度和快移速度已經難以滿足機械加工行業高速發展的需求,直線導軌在平床身數控車床上的應用可以有效解決這一不足。針對傳統平床身數控車床的尾座操作不是很便利的現象,設計一款采用新型卡緊方式、符合人機工程學的直線導軌用車床尾座。
關鍵詞:數控車床;直線導軌;尾座
隨著機械行業的高速發展,對零部件的精度和加工速度都提出了更高的要求.市場占有率很高的中小型普通車床和傳統經濟型數控車床難以滿足行業品質提升的需求,采用直線導軌的經濟型數控車床的開發已迫在眉睫,因此一種直線導軌用尾座的設計便成為了新型機床的關鍵技術。
1.傳統尾座操作不便的4個方面
(1)尾座移動
傳統尾座使用的是床身硬軌,由于滑動摩擦力較大,使得尾座在移動時比較費勁,需要加工人員在尾座后端用力推尾座才能使之移動。對于全封閉防護的機床和力氣小的工人操作機床非常不方便。
(2)尾座主軸伸縮手輪的位置
如圖1所示,傳統尾座主軸伸縮的控制手輪在尾座的后端,而尾座又在整個機床的尾部,這樣要控制主軸進行頂件和鉆孔、鉸孔等操作。就需要加工人員遠離加工區或者伸長手臂進行操作,一方面不利于觀察加工效果,另一方面難以用力旋轉手輪。
(3)尾座整體固定手柄的位置
如圖1所示.尾座整體固定手柄的位置在尾座的后端,通過推動手柄使底部壓板壓緊導軌底面,從而達到固定尾座的目的。這種卡緊方式結構復雜,床身大件需要JJn-r_導軌面較多,成本高,造價貴,工人在固定尾座時操作也不是很方便。
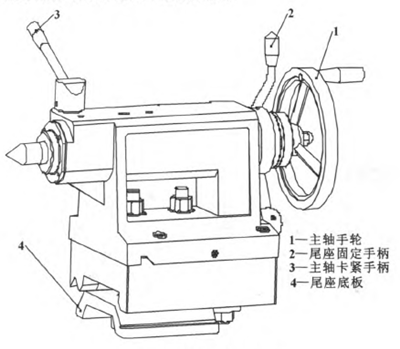
圖1 傳統尾座結構圖
(4)尾座主軸卡緊方式
如圖2所示.尾座主軸的卡緊是采用上下兩個閘塊,用螺桿旋轉進行卡緊的,卡緊部位面積小,卡緊力大,兩個閘塊的弧度與尾座主軸不一致,長時間使用會造成尾座主軸的研傷。影響尾座的使用和精度。
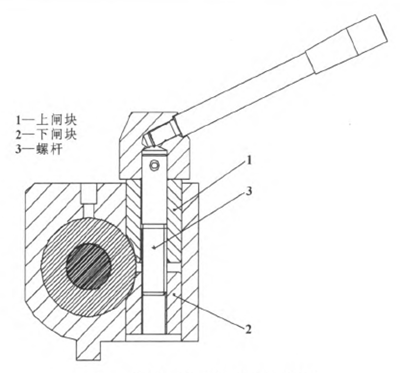
圖2 傳統尾座主軸卡緊結構圖
2.新型尾座的改進方法
(1)尾座移動
由于新型尾座使用的是直線導軌,尾座移動主要克服的是滑塊滾動體的滾動摩擦力.工人單手在機床前端通過手柄或手輪就能操作尾座的前進和后退.比傳統尾座要方便和節省體力。
(2)尾座主軸伸縮手輪的位置
如圖3所示.新型尾座的主軸伸縮通過2個錐形齒輪改變了力的傳導方向,將手輪放在尾座近工人一側,方便了尾座主軸伸縮的操作,有利于觀察加工效果和加力旋轉手輪。
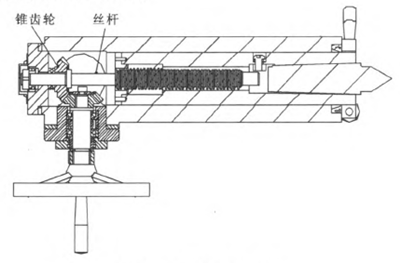
圖3新型尾座剖面圖
(3)尾座整體固定手柄的位置
如圖4所示,新型尾座的固定手柄在尾座的中間,在距離上離加工人員較近,方便固定尾座的操作。如圖5所示,新型尾座的固定方式采用的是直線導軌卡緊裝置,通過旋轉螺桿使2個卡緊塊卡緊直線導軌。卡緊裝置結構簡單,并且通過改變螺桿直徑和加長手柄長度能夠改變卡緊力大小。
(4)尾座主軸鎖緊方式
如圖6所示.新型尾座主軸的鎖緊采用的是螺栓鎖緊開口套的結構方式。這種鎖緊方式,接觸面積大,主軸受力均勻,易損件螺栓為標準件,更換方便,價格低廉。
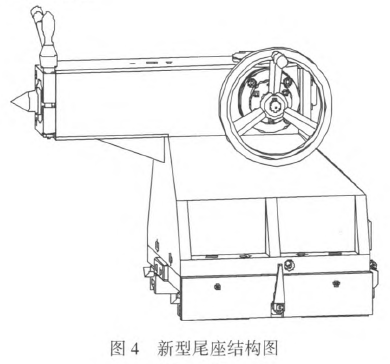
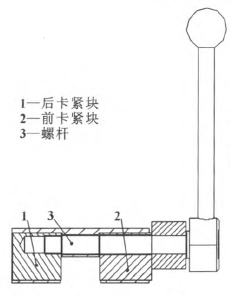
圖5尾座整體固定卡緊裝置結構’
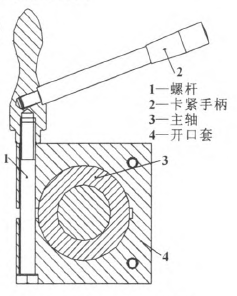
圖6新型尾座主軸卡緊方式
3.平床身直線導軌數控車床尾座的發展方向
近年來在平床身車床的尾座上有多種改進方案,主要有尾座整體驅動方式的改進[3’5]、尾座鎖緊方式的改變m 7|、尾座主軸驅動方式的改變睜91等。尾座鎖緊方式的改變主要是考慮到精度、操作和制造方面,尾座主軸和整體驅動方式的改變主要是方便操作。隨著機械加工行業標準的整體提升,對零件的精度和加工節拍、機床自動化和操作便利性提出了更高的要求.平床身數控車床尾座的發展方向主要有以下3點:
(1)尾座的伺服驅動技術
尾座伺服驅動技術的應用可實現尾座進給的可編程控制,尾座定位精度和移動速度都能大大提高,降低工人工作強度。縮短加工節拍。
(2)尾座卡緊技術的改進
傳動的尾座卡緊技術都是手動操作,將氣動、液壓和電動卡緊技術應用在尾座上。也將成為未來的發展趨勢。
(3)尾座的多功能技術應用
傳統尾座只能實現夾緊、鉆孔、鉸孔等簡單功能,如將尾座增加動力頭、x軸移動等模塊,機床便可實現銑削和打偏心孔的功能,機床的加工能力將大大提升,轉變為復合加工機床。
4.結論
針對傳統經濟型數控車床尾座在操作和長時間使用中存在的問題,設計了一種便于加工工人操作的直線導軌用車床尾座。新型尾座便于工人操作、節省體力,而且結構簡單、零部件少、制造費用低,易于大批量生產。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

