



車床快速對中心高尺
2017-3-28 來源:汕頭市高級技工學校 作者:李貴長
摘要:車床快速對中心高尺是在車床上安裝車刀時測量車刀墊片高度使用的一種實用快捷的量具,經車床對中心高尺測量,能準確地測得車刀刀尖距離工件的中心高度差值是多少,操作者可以直接找到相應規格尺寸厚度的墊片墊在刀架上快速安裝好車刀,使對刀快速、準確、方便。
關鍵詞:車床;中心高;對刀尺;車刀;安裝
在使用車床加工零件過程中,經常需要裝拆更換不同的車刀。在車床刀架上更換不同的車刀時,都需要調整車刀下面放置的墊刀片厚度,使車刀刀尖與工件旋轉中心等高。在每次對車刀中心高時,都要反復裝拆車刀,調整墊片厚度,重復多次,這樣既費力也費時。如果能把車刀對中心高所需要的墊片在裝刀前完成,那么裝刀過程簡單又不費力,這樣裝刀時只需要把選得墊片厚度的車刀直接裝到車床刀架上就可以使用。解決車刀原本在對刀過程中出現不準確和費時的問題,為操作者提供方便。
1.車刀中心高對車削加工的影響
“車工一把刀”,這句話說明車刀對車工的重要性。在車削加工時,車刀除了有正確的幾何角度外,還要保證車刀安裝時刀尖是否嚴格對準工件的旋轉中心這個問題。
在車床上加工工件時,車刀裝夾對車削加工有多方面的影響,尤其是刀尖高低的影響最為顯著,直接影響車削能否正常進行、影響工件加工質量、影響刀具使用壽命、更影響操作者安全等等方面。所以在車削加工時,車刀對中心高應當引起每一位操作者的高度重視。
2.車刀對中心高時常出現的問題分析
在普通車床和數控車床加工零件時,各種車刀對準中心高是車削前的基本工作,但在對車刀中心高時經常會出現以下問題:
1)操作者在裝刀過程中,要反復調整墊片,如果沒有合適的墊片時,對刀將陷入多次循環重試過程,來回更換操作麻煩,花費大量時間,影響效率。
2)操作者在數控車床上用試切法對車刀中心高時,還會出現以下幾種情況:
(1)機床處于運轉狀態,對于操作者來說難免存在畏懼心理,此時操作者容易出現錯誤的判斷;
(2)對刀操作時,受車床刀架部件結構給觀察視線帶來的影響,操作者要俯身近距離判斷,這樣容易對操作者的生命安全構成威脅;
(3)車床車削至中心點時,如果車刀過高或過低時,操作者處理不當,車刀容易出現崩刀現象,影響車刀的正常使用;
(4)如果視線方向不是沿著車刀刀尖的水平方向觀察,會造成視線誤差的影響,此時車刀刀尖往往是高于車床主軸中心線,會給操作者造成誤判斷。
3)通過多次試墊片過程最終完成對刀,但在夾緊時,墊片與墊片之間存在間隙,墊片越多,間隙越大,夾緊越容易出現車刀下降,若下降嚴重,仍需重新對刀。
4)因車床對中心不準確導致車刀損壞,需要重新刃磨車刀,占用了刃磨車刀和安裝刀具等輔助時間,影響加工效率,如此反復,會造成操作者厭煩心理。
3.車刀對中心高尺設計說明
3.1 組成結構
1.底座;2.游標量筒;3.固定量柱;4.拉柄;5.壓桿;6.偏心輪;7.支架;8.車刀;9.墊片;10.彈簧;11.可調螺釘;12.螺栓等組成(如圖 1)所示。
3.2 設計原理
車刀對中心高尺的測量設計原理與高度尺相類似,固定量柱刻度一格為 1mm,游標量筒刻度一格為 0.9mm,可測得精度值為 0.1mm。游標量筒可根據測量需要上下移動,當測量車刀中心高度時,游標量筒的“0”刻線與固定量柱“0”刻線對齊,此時車刀刀尖與車床主軸回轉中心等高,如果游標量筒上的“0”線在固定量柱“0”線之下時,差值即為車刀需要墊高的高度。
如下圖所示,讀數分為以下 3 個步驟:(1)讀整數,首先讀出固定量柱上游標量筒“0”線以上的整毫米值,固定量柱每格為 1mm;即讀出整數值為 2mm。(2)讀小數,找出游標量筒與固定量柱對齊的刻線格數,乘以刻線精度 0.1,得到小數值,即小數部分為6×0.1=0.6mm。(3)兩數相加,2mm+0.6mm=2.6mm,2.6mm 即為車刀所需墊片厚度值(如圖 2)所示。
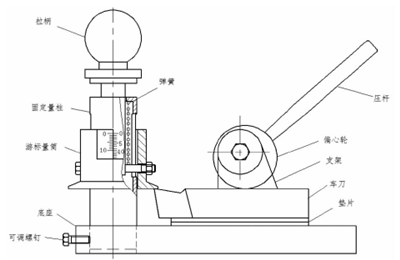
圖 1 車刀對中心高尺示意圖
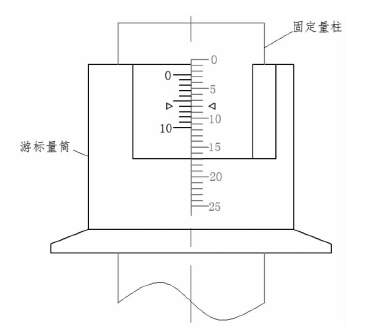
圖 2 測量讀數示意圖
3.3 使用說明
初次使用車床快速對中心高尺時,根據對應車床的中心高,松開底座的可調螺釘,上下調整固定量柱至測量面與底座距離等于車床中心高度值,鎖緊可調螺釘,方可使用。
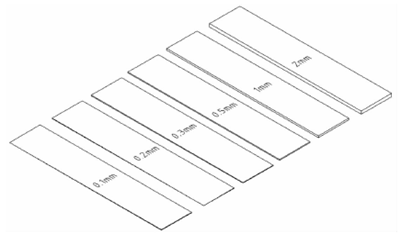
圖 3 規格墊片
車床快速對中心高時,向上提拉柄,螺釘帶動游標量筒向上移動,把車刀放在底座平面上,壓桿下壓利用偏心輪把車刀固定,游標量筒在彈簧的作用下向下移動測量,獲得測量讀數。
3.4 規格墊片
在車床上配套 0.1mm、0.2mm、0.3mm、0.5mm、1mm、2mm 厚度墊片若干數量(如圖 3)所示(注:應在墊片上刻上相應厚度尺寸數字,在選用墊片時直觀方便),對刀時根據測量出的中心高度差,選擇相應尺寸的墊片,選用時盡可能減少墊片數量,優先選擇厚墊片,盡量避免因墊片之間不平整對車刀裝夾帶來影響。
4.車刀對中心高尺的使用效果
4.1 縮短裝刀時間
使用車床快速對中心高尺安裝車刀時,一次即可準確完成對刀操作,車刀所需要墊片厚度可直接測量讀取,墊片厚度尺寸規格化,可減少對刀過程反復增減墊片調整次數,有效縮短輔助操作的時間。經實驗對比,使用車刀對中心高尺后正確安裝 1 把刀具約節省 2 到 3 分鐘的時間,若切削一個復雜的零件需要安裝 4 把刀具,那么將節約差不多 10 分鐘的輔助時間,顯而易見,這能使操作者把更多時間用到機動加工操作中,提高了生產效率。
4.2 保證加工質量
使用車床快速對中心高尺安裝車刀時,保證了車刀刀尖的準確對中,從而保證了車刀在車削時具備正確的幾何切削角度,減少刀具與零件表面間的摩擦,提高了刀具的耐用度,使車削達到要求的粗糙度數值,減少車刀中心高的誤差對尺寸精度控制的影響。
4.3 保證操作安全
使用車床快速對中心高尺安裝車刀時,操作者能正確地調整好車刀中心高,可避免因車刀安裝過高或過低,車刀幾何角度發生變化,車削時受切削力變化的影響,導致車刀的損壞或工件的飛出,造成安全事故,不利操作者安全。
4.4 降低損耗成本
使用車床快速對中心高尺安裝車刀時,崩車刀的現象減少,修磨車刀的次數也隨之而減少,同時車刀、砂輪、用電量等消耗也減少,這就符合實際生產要求和經濟指標。
5.結束語
在工件的車削加工過程中,工件裝卸、刀具調整等輔助時間,占加工周期中相當大的比例,其中刀具的調整費時費力。統計資料表明,1個工件的加工,純機動時間大約只占總時間的 55%,工件裝夾和車刀安裝等輔助時間占 45%。因此,車刀對中心高尺便發揮出極大的便利性。從安全、實用、節能、方便的角度,車床快速對中心高尺適用于普通車床和數控車床生產的需要,解決了車刀安裝費時、不準確和操作安全的問題。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

