



針對剎車盤行業數控立式車床的定義與研發
2019-3-20 來源:沈陽優尼斯智能裝備有限公司 作者:周良
摘 要: 文章簡述了數控立式車床在剎車盤行業應用的特點,以及針對剎車盤行業加工特征,定義及研發一款具備行業針對性產品的過程。
關鍵詞: 剎車盤加工; 數控立式車床
1 、剎車盤車削設備概述
剎車盤是汽車制動系統的關鍵零件之一。成品剎車盤大致要經歷以下幾道工序: 鑄造-車削-鉆孔-動平衡-清洗-終檢-打標-包裝等。剎車盤車削設備目前已經歷經以下幾個階段: 普通車床階段,數控臥車階段,數控立車階段,未來即將向自動化方向不斷發展。普通車床由于效率低下,精度不佳,現已基本只存在于粗加工工序; 數控臥車從上個世紀九十年代中期逐步進入剎車盤行業市場,以效率與精度的優勢成為了剎車盤精加工的主力產品。但由于臥車結構限制,工人勞動強度較大。同時由于以一汽解放,北奔重型為代表的重卡企業輕量化進程不斷推進,大型剎車盤需求量不斷增加,因此數控立車正逐漸成為剎車盤行業車床工序的主流需求。
與臥式車床相比,立式車床在剎車盤加工領域具有以下優勢:
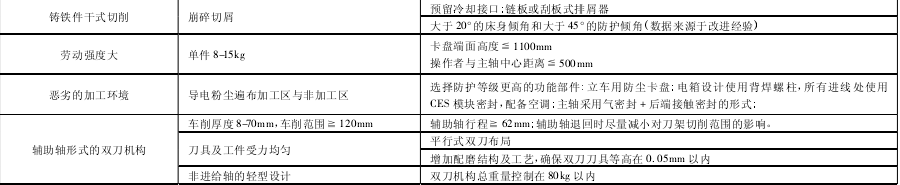
(1) 加工能力。目前國內鑄造水平參差不齊,單邊最大切削量可達 3mm 以上。立車主軸扭矩明顯優于臥車,能夠適應大規格剎車盤對加工效率的要求。剎車盤零件重要的精度之一———制動面對于安裝面的跳動值,加工難度也隨著盤面直徑。的增大而增大,其原因主要來自于工件自重對加工的影響。立車在擺脫自重不利影響的同時,利用自重進行定位,確保了加工的穩定性。
(2) 上下料的勞動強度。臥車的結構決定了操作者必須單手進行上下料動作,勞動強度極大。而立車便于操作者雙手上下料,減輕一半以上的勞動強度; 同時,立車裝卡卡緊或松開時,由于卡具定位面對工件的支撐作用,上料與卡緊( 或松開與下料) 可以分為兩個動作,減輕勞動強度的同時,也降低了操作難度。
(3) 更加適應自動化的發展趨勢。立車占地面積小,自動線布局時更加靈活; 立車的結構更便于布置輔助軸形式的雙刀精車機構,該機構不僅增大了雙刀精車的加工范圍,也為刀具磨損的在線補償提供了結構基礎。同時,風道盤由于裝卡時存在軸向位移,在自動化加工時,只能利用立車或倒立車的形式確保加工的穩定性。
2 、針對行業產品的定義與研發
產品行業定位為 φ450 × 200mm 以內的剎車盤,材料為HT250,硬度 209HB 左右。根據剎車盤加工特點,計算得出機床參數及要點如下:
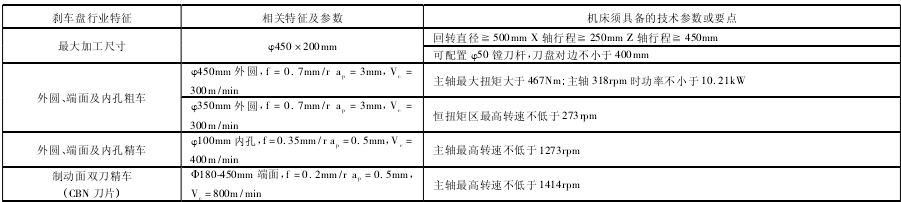
研發及設計過程結合通用型產品的設計經驗,主要分為以下順序進行:
(1) 主要參數確定。根據參數及技術要點,確定使用 A2-8 主軸,前軸承使用雙列圓柱滾子軸承 + 推力角接觸球軸承的形式,內徑 140mm; 后軸承使用雙列圓柱滾子軸承,內徑120mm; 選用 15 /18. 5k W,最高轉速 4000 轉主電機,窄 V 帶傳動,降速比 1: 2; Z 軸行程 550mm,X 軸行程 350mm,兩軸快移20m / min。整機重量 7 噸以內,外形尺寸 1600 × 3500 × 2600mm以內。
(2) 方案設計。沿用經典的立柱式結構,減輕移動部件重量。根據切削參數選擇導軌與絲杠規格并進行校核。確定兩軸采用 45 規格滾珠導軌,輔助軸采用 25 規格滾珠導軌; 兩軸采用 40 規格 10 導程滾珠絲杠,固定-半固定的安裝方式,W軸采用 25 規格 5 導程滾珠絲杠固定-自由的安裝方式。根據電機慣量匹配選擇電機規格,X 軸選用 3k W 伺服電機,Z 軸選用4. 4k W 伺服電機,W 軸選用 1. 8k W 伺服電機。主傳動采用 6根 5V15N 窄 V 帶實現降速。
(3) 方案細化。根據已確定的結構進行方案的細化,主要包括大型鑄件的設計,功能部件的選擇,包括液壓、潤滑、氣動、排屑系統等設計工作。
(4) 防護及電氣設計。例如根據行業技術需求,優化刀架防護設計,實現僅拆卸一件 5. 5kg 的防護罩即可進行刀架的日常保養與維修; 再拆卸一件 6. 8kg 的防護罩即可進行輔助軸部分的保養與維修。(5) 輸出工程圖,編寫工藝文件并下發試制計劃
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

