



銑磨機(jī)主軸優(yōu)化設(shè)計(jì)分析
2018-1-19 來源:暢河南工業(yè)職業(yè) 暢河南中 暢南陽建設(shè) 作者:劉旸 高志華 徐樹青 趙華清
摘要: 以光學(xué)銑磨機(jī)主軸加工、裝配和維修為例, 介紹加工、使用過程中所遇到的主要問題。依據(jù)長期維修跟蹤, 得出更優(yōu)化、更簡單的解決辦法, 使得銑磨機(jī)主軸方便制造、使用和減少維修, 降低成本, 提高效率等方面, 都有很大的提高。
關(guān)鍵詞: 主軸; 加工成本; 精度; 生產(chǎn)周期
自20 世紀(jì)80 年代以來, 全球光電科學(xué)技術(shù)迅猛發(fā)展與進(jìn)步, 我國光學(xué)產(chǎn)品的加工設(shè)備研發(fā)也隨之發(fā)展起來。光學(xué)產(chǎn)品的精度要求越來越高, 加工光學(xué)產(chǎn)品的加工機(jī)床精度也必然要得到提高, 這就涉及到此類機(jī)床設(shè)備的關(guān)鍵零部件的加工和裝配精度的問題。其中, 光學(xué)加工機(jī)床銑磨機(jī)的核心部件———高速旋轉(zhuǎn)主軸, 其加工、裝配、使用壽命、維修在很大程度上對主軸精度都有很大的影響。
在光學(xué)行業(yè)所用的加工機(jī)床中, 高速旋轉(zhuǎn)主軸的精度是該類機(jī)床的一個(gè)重要技術(shù)指標(biāo)。其中, 光學(xué)銑磨機(jī)主軸轉(zhuǎn)速高達(dá)9 000~12 000 r/min, 要保證主軸高速旋轉(zhuǎn)的精度, 首先要保證各個(gè)關(guān)鍵零件的精度; 其次, 也是人們常常容易忽略的, 主軸的裝配。關(guān)鍵點(diǎn)就是要保證主軸、主軸軸承座等零件的形位公差—同軸度、垂直度, 以及軸承安裝部位局部尺寸公差等; 再加上合理的裝配工藝, 才可以保證主軸部件的裝配精度。
現(xiàn)就光學(xué)銑磨機(jī)主軸的加工、裝配、維修過程中所出現(xiàn)的問題, 對如何保證高精度主軸高速旋轉(zhuǎn)的精度和使用壽命等相關(guān)問題, 進(jìn)行探討和研究。具體對現(xiàn)有的加工、裝配工藝方法進(jìn)行介紹和對比, 以期得到更優(yōu)化、更經(jīng)濟(jì)、精度更高的加工裝配工藝和維修方法。
1 、現(xiàn)在的加工工藝和裝配方法
主要部件主軸、主軸軸承座以及主軸裝配圖如圖1—3。以下是零部件部分尺寸設(shè)計(jì)、裝配要點(diǎn)。
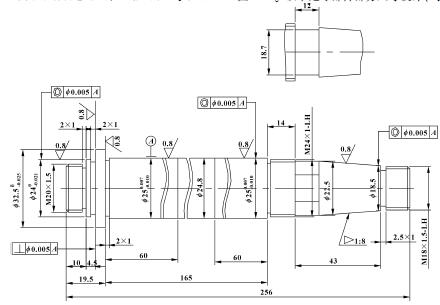
圖1 主軸
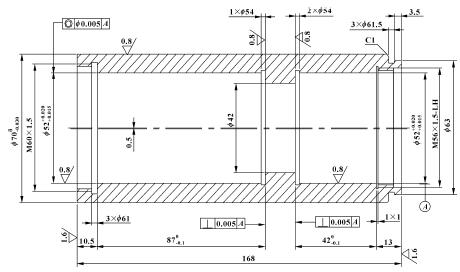
圖2 主軸軸承座
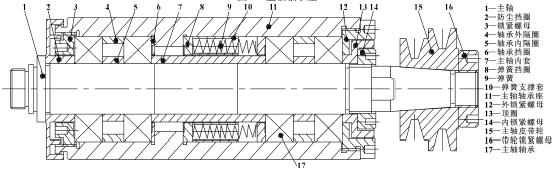
圖3 主軸部件
主軸和主軸軸承座安裝軸承位置的尺寸公差、形位公差比較高, 目的要保證裝配后主軸的轉(zhuǎn)速達(dá)到9000、12 000 r/min, 并且運(yùn)轉(zhuǎn)要靈活平穩(wěn), 不應(yīng)有不正常的尖叫聲和不規(guī)則的沖擊聲; 在主軸軸承達(dá)到穩(wěn)定溫度時(shí), 其溫度和溫升應(yīng)符合機(jī)床規(guī)定的技術(shù)要求; 主軸的徑向跳動和軸向竄動應(yīng)符合機(jī)床精度標(biāo)準(zhǔn)的規(guī)定和圖紙要求。
為達(dá)到以上要求和裝配的方便, 主軸和主軸軸承座的局部尺寸公差和形位公差標(biāo)準(zhǔn)比較嚴(yán)格, 主軸尺寸公差在IT3 級以上, 主軸軸承座的尺寸公差為IT3級; 同軸度公差在IT4 級左右。這使得零件的加工難度增加, 不利于加工, 加工成本增大。
軸承的選用: (1) 選用國產(chǎn)7205C 級(P4) 軸承, 要求是正規(guī)大廠生產(chǎn)的, 比如洛陽軸承研究所;軸承價(jià)位115 元/套, 若要求配對, 要加價(jià)20%左右;四套軸承, 或兩兩配對的, 價(jià)格在460~580 元。(2)也可選用進(jìn)口軸承7205D 級(P5) 來替代國產(chǎn)軸承;配對好的, 一對大約400 元, 兩對大概800 元左右。并配磨軸承內(nèi)、外隔圈。
以上是主軸零部件加工、裝配過程中必須要做到的, 目的是為了保證主軸部件的裝配精度。
在實(shí)際的生產(chǎn)中, 大概有4 ~5 年, 此類加工、裝配的缺點(diǎn)是:
(1) 加工難度和加工成本成倍增加;
(2) 設(shè)備精度不穩(wěn)定, 用過一段時(shí)間后, 調(diào)節(jié)比較頻繁, 影響設(shè)備的有效使用率; (3) 裝配效果比預(yù)想的要差些, 轉(zhuǎn)動噪聲和溫升偏大, 維修次數(shù)較多。
2、第一次改進(jìn)優(yōu)化設(shè)計(jì)
在現(xiàn)有的零部件設(shè)計(jì)、加工、裝配基礎(chǔ)上, 近7年來, 根據(jù)實(shí)際工作中遇到的各類問題, 通過多次的整改、優(yōu)化設(shè)計(jì)、維修, 得出以下比較系統(tǒng)的、成熟的零部件設(shè)計(jì)方案。
具體的解決方案是:
(1) 改變和軸承內(nèi)、外圈相配套的主軸和主軸軸承座的公差配合, 把其中過度或過盈配合變?yōu)榛瑒优浜?mdash;——間隙配合。具體要求: 裝配零件清洗干凈,涂抹潤滑脂后, 軸承內(nèi)、外圈分別可以用手用力推或橡皮錘輕敲, 即可順利完成和主軸、主軸軸承座的裝配。
(2) 此銑磨機(jī)的床身, 質(zhì)量大約380 kg, 材料為HT200, 是該設(shè)備最大的零件, 占該設(shè)備總質(zhì)量的3/5 以上, 還是該設(shè)備所有零部件裝配的基礎(chǔ)件, 在加工前一定要經(jīng)過嚴(yán)格的時(shí)效處理。最好是自然失效, 雖然時(shí)間長, 資金占用偏大, 但加工、裝配后效果好, 裝配使用過程精度穩(wěn)定不變; 若采用人工時(shí)效回火, 時(shí)間雖然比較短, 但在加工過程中, 不能在一個(gè)工廠、一個(gè)車間、一臺機(jī)床上加工完畢, 一定要盡可能拉長床身各個(gè)工序間的加工地點(diǎn)和時(shí)間, 最大限度地消除鑄件的應(yīng)力, 使得最終精加工后的尺寸精度保持穩(wěn)定不變。
(3) 選用7205P5 級進(jìn)口軸承, 配對好的, 替代國產(chǎn)的7205 P4 級軸承。根據(jù)配對軸承標(biāo)示的游隙值, 配磨軸承內(nèi)、外隔圈, 以保證配對軸承內(nèi)外圈間隙的一致性, 為調(diào)節(jié)主軸前后軸承的間隙做準(zhǔn)備。
(4) 潤滑脂選用國產(chǎn)的白色特種潤滑脂, 800 g,價(jià)格40 元上下。也可選用進(jìn)口的潤滑脂, 價(jià)格大概是此種潤滑脂的8~9 倍。沒特殊要求, 不推薦使用。根據(jù)近幾年的具體實(shí)施, 做到以上4 點(diǎn), 就可以保證合格的零件裝配后, 達(dá)到設(shè)計(jì)的技術(shù)指標(biāo), 保證有良好使用效果, 基本避免前面所說的生產(chǎn)裝配后的三大缺點(diǎn)。
3、銑磨機(jī)主軸部件改用外購的電主軸
該設(shè)備零件數(shù)量偏多, 絕大部分零件體積比較小, 部分零件加工精度又比較高, 加工和裝配費(fèi)時(shí)費(fèi)工, 這些都大大增加了設(shè)備的成本, 延長了整機(jī)的生產(chǎn)周期。
一般來講, 現(xiàn)在與客戶簽訂的合同要求的交貨期都比較短, 此時(shí)對于及時(shí)交貨來說, 成本稍高點(diǎn)倒是次要的, 加工周期倒是急需解決的第一難題, 比較長的加工周期不利于在多變的市場中贏得客戶。
具體針對銑磨機(jī)主軸部件來說, 高精度的零件,加工精度高, 加工周期長, 加工成本高; 另外, 該部件零件數(shù)量比較多, 加工時(shí)間和周期自然就比較長。由圖3 可以看到: 自制件有15 個(gè)品種, 除了軸承內(nèi)、外隔圈, 都為單件, 不利于組織生產(chǎn), 并且部分零件的精度要求較高; 2 個(gè)常用件, 主軸軸承(兩對共四套P5 級進(jìn)口軸承) 和彈簧需外購。
另外, 帶動主軸旋轉(zhuǎn)的部件和相關(guān)附件, 自制件共有9 個(gè)品種, 組裝、固定后, 用來固定、調(diào)整和保護(hù)電機(jī)(YS8012)。并由電機(jī)帶輪增速4 倍左右, 所以電機(jī)帶輪直徑偏大, 須選用鑄鋁材料, 并且要作動平衡試驗(yàn)。
以上直接成本合計(jì)2 300~2 400 元, 且不包含人工的裝配調(diào)試成本。其中裝配中所用到的各種標(biāo)準(zhǔn)件暫忽略不計(jì)。
近十多年來, 電主軸發(fā)展迅速, 各項(xiàng)技術(shù)性能指標(biāo)也日趨完善, 這也為選擇電主軸準(zhǔn)備了相應(yīng)可靠的物質(zhì)基礎(chǔ)。在此基礎(chǔ)上, 通過反復(fù)調(diào)研、對比多個(gè)廠家、多個(gè)品種的產(chǎn)品性能指標(biāo), 定做和主軸軸承座外部尺寸相符合、技術(shù)指標(biāo)相當(dāng)?shù)幕蚋叩碾娭鬏S, 價(jià)格每套在2 700 多元(當(dāng)然價(jià)格低的有一千多元多的, 高的有四、五千元的); 功率選1暢5 kW, 原設(shè)計(jì)的帶動電機(jī)YS8012 功率0暢75 kW, 功率應(yīng)該足夠。現(xiàn)在, 去掉銑磨機(jī)原設(shè)計(jì)主軸, 換上外購的電主軸, 已經(jīng)陸續(xù)在近10 臺銑磨機(jī)上試用, 時(shí)間近兩年,使用一切正常, 還沒出現(xiàn)意外的問題, 效果還算滿意。
更換為電主軸后, 直接成本增加300 ~400 元,加工周期基本就變?yōu)橥赓徶芷冢?時(shí)間更短、更省心,省去了主軸加工、裝配(銑磨機(jī)的加工裝配中的重點(diǎn)和難點(diǎn)), 電機(jī)支架的加工、安裝等; 加工和裝配周期的時(shí)間節(jié)約在95% 以上, 能更好地和快速變化的市場對接。隨著時(shí)間的推移、實(shí)踐的檢驗(yàn), 電主軸的設(shè)計(jì)采用應(yīng)該是一種很好的設(shè)計(jì)思路和方法。
4、 結(jié)論
從以上3 種方法使用效果來看, 主軸的優(yōu)化設(shè)計(jì)是一種成熟的加工裝配, 解決了絕大多數(shù)問題, 目前應(yīng)用最廣泛; 電主軸的采用, 省去了大量繁瑣的工作, 加工裝配周期優(yōu)勢特別明顯, 是很值得推廣的一種思路和方法。
在現(xiàn)代工業(yè)化的社會中, 分工會更細(xì)化, 做好、做精某一個(gè)或某一項(xiàng)工作才是未來的發(fā)展方向, 協(xié)調(diào)、利用好社會上的各種優(yōu)勢資源, 為我所用, 應(yīng)該是一種好的思路和發(fā)展方向。不能小而全, 那樣只會增加時(shí)間和成本, 不利于工作的開展和推進(jìn), 也不可能在工業(yè)化社會中長期立足。
推而廣之, 在現(xiàn)代的工業(yè)化生產(chǎn)中, 機(jī)床的生產(chǎn)和維修, 要盡可能地去選用專業(yè)廠家已有的、現(xiàn)成的、成熟的零部件, 利用別人的優(yōu)勢, 其結(jié)果往往是事半功倍。不要每樣?xùn)|西都立足自己加工制造, 費(fèi)時(shí)費(fèi)工, 效果還未必好。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別