



機器人激光三維掃描技術在殼體自動測量中的應用
2017-3-27 來源:首都航天機械公司 作者:陶京新,劉大亮,胡文剛,劉偉,黃紹宇
摘要:介紹了一種基于機器人的三維自動掃描測量方法,及其在殼體產品自動測量中的應用。通過DELMIA/Robotics模塊對機器人運動軌跡的路徑規劃和離線編程,生成用于執行光學三維掃描的自動測量程序。仿真環境真實模擬了生產現場中產品、工裝、掃描儀器的位置信息,并經現場對機器人運動路徑調試后,與夾持在機器人末端的激光掃描儀一同完成殼體產品外形的自動掃描測量,經逆向工程軟件Geomagic Quality完成對產品尺寸和形位特征的模型比對、測量分析和報告生成工作。結果表明通過機器人三維自動掃描測量方法可有效提高產品的測量效率和質量可靠性。
關鍵詞:機器人;三維掃描;自動測量;DELMIA;仿真;Geomagic
0.引言
在市場競爭日益激烈的趨勢下,對于生產企業的要求也越來越高,主要包括縮短新產品研發時間(T),提高產品質量(Q),降低生產成本(C),提供全方位的售后服務(S),即所謂的TQCS要求[1]。因此,數字化工廠在這種大背景下應運而生,數字化工廠技術是通過綜合利用計算機輔助圖形技術和仿真技術代替傳統憑借手工和經驗的工作方式,在這基礎上進行產品的建模、生產、測量和評價,從而縮短研究和生產的準備周期,降低人力成本和投資風險[2]。目前,檢驗檢測技術是質量控制過程中的重要環節,常用的數字化檢測方式可按接觸式和非接觸式分為兩大類,接觸式包括以三坐標測量機(CMM)為代表的觸發式數據采集方式,這是目前廣泛應用的一種測量設備;而非接觸式包括激光三角測量法、激光測距法、結構光法,工業CT等。相較于接觸式,非接觸式測量方式具有快速直觀獲取產品三維數據的優點,已成為今后測量技術發展的趨勢[3]。
本文以殼體產品為研究對象,殼體產品半封閉結構模型如圖1所示,通常的檢驗測量方式是依靠三坐標測量機以及人工手動檢驗方式完成,耗時耗力且對人員經驗有一定要求。本文針對殼體類產品尺寸的批量測量需求,設計了一套基于機器人的三維自動掃描測量系統。該系統在所建立的測量場下,可以自動快速獲取殼體需要測量部位的三維數據,并在軟件中對其進行分析計算,并生成測量報告,有效縮短了測量時間,提高了測量效率。
圖1 殼體產品半封閉結構模型
1.機器人激光三維掃描系統介紹
機器人激光三維掃描系統主要由六軸機器人、雙目光學跟蹤儀、激光掃描儀、變位機構和其他掃描輔助配件組成,如圖2所示。將激光掃描儀固定在機器人末端執行自動掃描工作,雙目光學跟蹤儀架設在機器人和變位機構前方,通過儀器上左右平行對齊的兩臺攝像機,通過三角測量的方法將激光掃描儀匹配點視差情況轉變為深度,從而實時獲取其位置信息[5,6]。
本文使用DELMIA仿真軟件對機器人進行路徑規劃和離線編程,之后現場控制機器人修正和執行程序,通過激光掃描儀對產品外形進行快速自動掃描,實時獲取點云數據并傳入計算機。掃描結束后使用Geomagic Qualify軟件對點云數據處理和分析,包括2D/3D比較、特征比較、形位分析等,并按實際需求自動生成測量報告。
2.機器人運動路徑規劃仿真
機器人的運動軌跡程序通過 DELMIA 軟件的Robotics 模塊離線生成。在離線編程之前,需要在“Device Building”工作臺之下建立2個坐標系,分別是Base坐標系和Tool坐標系。Base坐標系用于確定機器人的位姿關系,Tool坐標系用于測量時確定激光掃描儀位置坐標。將機器人、產品、轉位機構、工作平臺以及工裝的CAD模型導入DELMIA的“Device Task Definition”模塊下,使用“Position Toolbar”完成模擬裝配的功能,模裝位置與測量系統儀器擺放位置實際情況應相同。
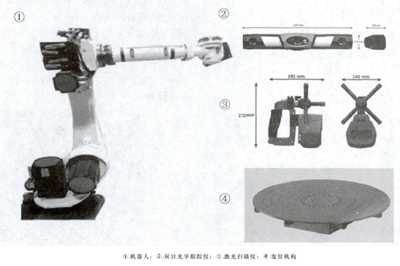
圖2 機器人掃描測量系統
確認無誤后保存初始位置并點擊“new tag at TCP”功能,根據殼體產品的外形特征,重點關注其孔類、槽類及空間狹窄等位置特征,控制機器人末端的激光掃描儀行走位置,生成路徑結點tag,DELMIA軟件會自動存儲tag點并生成列表。在建立tag點時需要考慮機器人的可達域,視覺傳感器的視場范圍等因素。在此過程中,可以通過Jog對話框實時地查看機器人各個關節的運動情況,并可以查看各關節的運動是否超出工作范圍,還可以隨時調整各個關節的轉角,DELMIA中機器人路徑控制如圖3所示[4]。
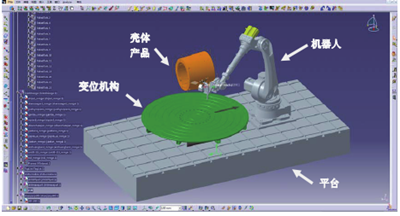
圖3 DELMIA中機器人路徑控制
利用“New Tag at TCP”方式,將所有路徑結點添加到點群之后,單擊“New Task”新建一個任務,然后將之前建立的點群添加到任務中。單擊“Teach a d e v i c e ” ,將任務與機器人關聯起來。可以利用“Reach”命令來檢測視覺傳感器是否到達預期的測量區域,根據檢測情況調整對應的路徑結點,通過“Tag Transformation”調整結點位置和“Modify Tags Orientation”調整結點姿態。用“MT Jog a device”查看各個路徑結點對應的各關節的運動情況,檢測各關節是否超出工作范圍。如果超出,要進一步調整,直到其在工作范圍之內。最后,利用“Robot Task Simulation”進行仿真,可以直觀地看到測量機器人對工件進行動態測量的整個過程。確認機器人運動路徑可行無誤后,點擊“create robot program”生成離線編程語言。
3.三維掃描測量原理
NDI公司V5激光三維掃描儀采用三角法測量原理,其原理示意圖如圖4所示,由掃描儀中半導體激光器經聚光透鏡將一條激光光束照射在被測工件表面上,形成一個光斑,并通過成像透鏡反射成像在光電檢測器上。測量平面處于不同位置時,光電檢測器上的成像位置隨反射光斑的位置變化而變化。測量平面反射光斑位移位置變化可根據相似三角形關系確定,計算方法如式(1)[3]所示。
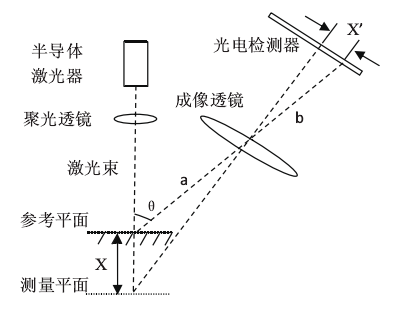
圖4 激光三角法測量原理
若光電檢測器上成像位移為x',則測量平面上反射光斑位移 x :
式中,a是反射光斑到成像透鏡的距離;b是成像透鏡到光電檢測器成像面之間的距離;θ為激光光束與成像透鏡光軸之間的夾角。V5激光掃描儀采用線光源入射光測量方式,被夾持在機器人末端對殼體產品內外形進行掃描。殼體三維掃描工作需要根據實際產品情況、外形特征特點以及機器人限位限制,利用轉位機構進行配合,此時需在轉位機構平臺上放置多目標裝置(Multi-Target Device)和動態過程標示點(DPR Target),以建立坐標系并自動拼接掃描點云數據。
4.殼體產品自動測量應用
通過工裝定位待測殼體產品,利用調用編譯的自動測量測序實現殼體產品內外形的快速自動掃描測量,并實時存儲掃描數據。掃描數據初期是以點云形式存在,經封裝處理后,產品數據從點對象轉化為三角形對象,即STL格式文件,如圖5所示。
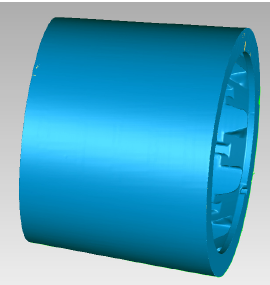
圖5 殼體數據三角形對象
之后便可以進行創建特征、對齊、二維(2D)和三維(3D)數模對比對和尺寸評估工作。創建特征可以在參考對象和測試對象上建立點、直線、圓、槽、平面、球、圓柱體等特征,為后續操作提供參考。對齊是將點云數據與CAD模型統一到同一個坐標系下。對齊后,將實際產品掃描多邊化數據與理論CAD模型進行2D和3D比較。3D比較可以實現產品的3D分析和幾何公差(GD&T)分析,最終以三維彩色偏差圖模型的形式反映出產品各部分的超差情況,如圖6所示。幾何公差(GD&T)分析可以對包括平面度、圓柱度以及垂直度在內的9種形位進行創建并評估。2D分析是通過截取產品截面從二維平面來進一步分析截面某一處的超差情況。以上的所有步驟結果都在自動生成的報告中呈現。當產品需要批量化檢測時,可使用Geomagic Qualify“批處理”功能,快速執行之前已經固化的自動測量程序。
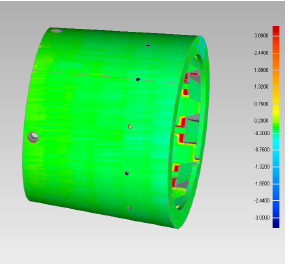
圖6 殼體數據3D比較
利用殼體的掃描測量數據,并根據JJF1059-1999《測量不確定度評定與表示》中的要求,對機器人掃描檢測系統的測量不確定度進行了評定。機器人掃描檢測系統測量不確定度的主要來源:1)測量的重復性;2)便攜式三維掃描儀測量系統的不準確。經計算,機器人掃描檢測系統在1.5m~4.5m測量距離范圍內擴展不確定度為U≤0.10mm。
5.結論
本文通過對機器人三維自動掃描測量方法的研究,實現了殼體產品的自動掃描測量應用。研究表明,機器人自動掃描檢測系統的測量不確定度≤0.10mm。此外,利用機器人代替手工檢測,不但可以降低勞動強度,提升檢測效率,而且易于實現規范化檢測,避免了檢測結果因人而異、重復性差等負面影響,提升了產品的檢測質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

