


摘 要:為改善高速走絲電火花線切割的加工質(zhì)量和效率,建立電參數(shù)與工藝指標(biāo)之間的最優(yōu)化模型,通過非線性規(guī)劃求得二者之間的多目標(biāo)函數(shù)關(guān)系,并利用Matlab對(duì)此模型進(jìn)行最優(yōu)化求解,結(jié)果為合理選擇高速走絲線切割的工藝參數(shù)提供了依據(jù)。
關(guān)鍵詞:電火花線切割;電參數(shù);工藝
0 引言
電火花線切割是利用電極絲與工件之間的火花放電產(chǎn)生局部高溫蝕除材料以實(shí)現(xiàn)切割加工,其具有控制方式較為簡單、加工精度高等特點(diǎn),廣泛應(yīng)用于復(fù)雜型面或超硬材料加工等領(lǐng)域。由于高速走絲電火花線切割加工是一個(gè)復(fù)雜不穩(wěn)定且受多種因素影響的過程[1],與低速走絲線切割相比,在加工的可靠性、穩(wěn)定性方面存在較大差距,故合理選擇電參數(shù)對(duì)保證加工質(zhì)量、提高加工效率具有重要作用。因此,如何合理選擇加工電參數(shù),以提高加工精度和效率,成為高速走絲電火花線切割加工中亟待解決的問題[2]。
在對(duì)電火花線切割電參數(shù)的分析研究中,國外J.Larkiola等專家曾提出應(yīng)用神經(jīng)網(wǎng)絡(luò)方法優(yōu)化工藝參數(shù)[3],但是若試驗(yàn)的影響因子較多,則試驗(yàn)次數(shù)很多且計(jì)算過程復(fù)雜,而且神經(jīng)網(wǎng)絡(luò)算法也存在收斂速度較慢等問題。由于高速走絲線切割工藝本身屬于較復(fù)雜的多輸入、多輸出的非線性系統(tǒng),本文將采用非線性多目標(biāo)規(guī)劃方法建立其工藝模型,實(shí)現(xiàn)加工電參數(shù)的優(yōu)選。
1 、電參數(shù)對(duì)線切割加工的影響
對(duì)工藝指標(biāo)影響較大的參數(shù)有脈寬ON、脈間OFF、峰值電流IP、伺服電壓SV。實(shí)踐證明,脈沖電源的電參數(shù)對(duì)切削速度和表面粗糙度影響可近似用公式(1)表示:

式中,K 為切割速度工藝常數(shù);K′為粗糙度工藝常數(shù);Tk為脈沖寬度(μs);IP為脈沖峰值電流(A);f 為放電頻率(Hz/s)。由此可以看出,脈沖寬度、脈沖間隔和峰值電流等電參數(shù)對(duì)加工工藝指標(biāo)影響較大。在對(duì)高速走絲線切割加工電參數(shù)的優(yōu)選中,首先建立加工參數(shù)與工藝指標(biāo)之間的工藝模型;然后在此基礎(chǔ)上構(gòu)造目標(biāo)函
數(shù),并根據(jù)加工要求確定參數(shù)的約束條件;最后采用優(yōu)化工具對(duì)目標(biāo)函數(shù)求解,以獲得電參數(shù)優(yōu)化及組合。線切割加工電參數(shù)各變量可分別用xi(i=1,2,3,4)表示,而將切割速度Vm和表面粗糙度Ra作為因變量,分別用μ(x)和v(x)表示,故工藝參數(shù)與目標(biāo)函數(shù)之間的非線性關(guān)系可用公式(2)來表示:
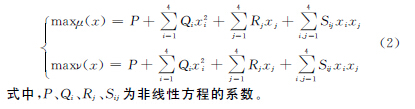
在電參數(shù)優(yōu)化時(shí),為了確定各自的目標(biāo)函數(shù),可得切割速度μ(x)與表面粗糙度v(x)目標(biāo)函數(shù)分別為:
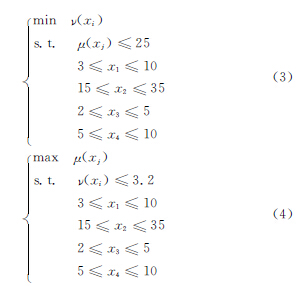
在對(duì)該問題進(jìn)行優(yōu)化時(shí),是通過給定自變量的初始值進(jìn)行迭代求解。可利用Matlab 中約束非線性最優(yōu)化問題的fmincon函數(shù),其調(diào)用方法為:[x,fval]=fmincon(fun,x0,A,
b,Aeq,beq,lb,ub,nonlcon)。工藝模型約束條件是Aeq·x=beq和A·x≤b,定義設(shè)計(jì)變量xi的上下界為lb 和ub,使得ub≥xi≥lb,在nonlcon參數(shù)中提供了非線性不等式c(x)≤0或等式約束條件ceq(x)=0。將公式(3)和公式(4)編制轉(zhuǎn)化成M文件,作為非線性最小值優(yōu)化的目標(biāo)函數(shù),給定向量xi作為問題迭代的初值,利用fmincon函數(shù)進(jìn)行求解。
2 、電參數(shù)的求解優(yōu)選
優(yōu)選求解電參數(shù)目的是在保證高速走絲線切割加工質(zhì)量的條件下,盡可能提高加工效率,即在滿足工藝要求表面粗糙度的前提下使切割速度最大化。根據(jù)以上分析可知,電參數(shù)的優(yōu)選屬于有約束的非線性最優(yōu)化問題。
課題的試驗(yàn)平臺(tái)是北京阿奇夏米爾公司的ACTSPARKFW 型高速走絲線切割機(jī)床,試驗(yàn)采用的電極絲為0.20mm鉬絲,選取YG6硬質(zhì)合金鋼作為試驗(yàn)材料,得到如表1所示的9組試驗(yàn)數(shù)據(jù),將其作為建立多項(xiàng)式模型的樣本數(shù)據(jù)。
表1 YG6鋼的試驗(yàn)結(jié)果
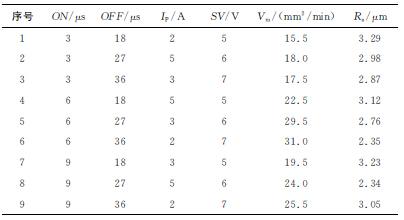

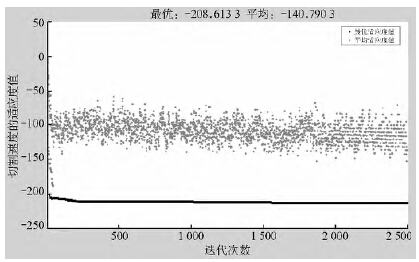
圖1 切割速度最大值的求解
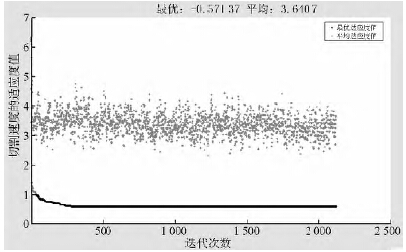
圖2 粗糙度最小值的求解
因此,根據(jù)試驗(yàn)數(shù)據(jù)和優(yōu)化模型結(jié)果進(jìn)行線切割工藝參數(shù)的優(yōu)化,表2為所得到的工藝參數(shù)優(yōu)化方案。
表2 工藝參數(shù)優(yōu)化方案

用優(yōu)化得到的電參數(shù)進(jìn)行實(shí)際電火花線切割試驗(yàn),設(shè)置切割速度為25.0mm2/min,測得工件表面粗糙度為2.5μm,實(shí)際結(jié)果與本模型研究結(jié)果基本一致。
3 、結(jié)語
在高速走絲電火花線切割中,為改善加工精度并提高效率,本文首先建立了工藝電參數(shù)與工藝指標(biāo)之間的非線性模型,然后通過試驗(yàn)方法獲取迭代數(shù)據(jù),其次利用Matlab工具對(duì)多目標(biāo)函數(shù)進(jìn)行求解,最后實(shí)現(xiàn)工藝電參數(shù)的優(yōu)化和選擇。本文研究結(jié)果為合理選擇電火花線切割的電參數(shù)提供了參考和指導(dǎo)。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別