



數(shù)控機床多能量源的動態(tài)能耗建模與仿真方法
2017-12-25 來源: 重慶大學機械傳動 南京理工大學機械工 作者:何彥 林申龍 王禹林 李育鋒 王立祥
摘要:機床能量消耗過程的評估和分析是機床能效優(yōu)化研究的基礎(chǔ)。現(xiàn)有研究提出的機床能耗模型主要是靜態(tài)能耗模型,少數(shù)對機床動態(tài)性能耗的研究又主要集中在機床運行狀態(tài)的動態(tài)性的建模,缺乏對機床能量源特別是數(shù)控機床多能量源的動態(tài)性能耗的研究。針對數(shù)控機床能量源多、加工任務及加工參數(shù)動態(tài)變化等特點,提出了一種數(shù)控機床多能量源的動態(tài)能耗建模與仿真方法。對數(shù)控機床能耗過程的動態(tài)性進行分析;在此基礎(chǔ)上,結(jié)合面向?qū)ο笾x時Petri 網(wǎng)(Colored timedobject-oriented Petri netCTOPN)和虛擬部件方法建立數(shù)控機床多能量源動態(tài)能耗模型,其中CTOPN 模型用于描述數(shù)控機床能耗過程機床和多能量源運行狀態(tài)的動態(tài)特性,虛擬部件方法用于描述數(shù)控機床多能量源受加工參數(shù)影響的動態(tài)特性;通過CTOPN 中“變遷”蘊含的信息來驅(qū)動虛擬部件模型實現(xiàn)對數(shù)控機床多能量源的動態(tài)能耗特性的建模。案例分析結(jié)果證明了該方法的可行性,上述模型可為數(shù)控機床動態(tài)能耗的預測、綜合的能耗特性分析以及定量的能耗影響因素分析提供一種基礎(chǔ)支持,具有較廣闊的應用前景。
關(guān)鍵詞:數(shù)控機床;多能量源;動態(tài)能耗;建模仿真
0 前言
近年來,隨著制造業(yè)能耗和環(huán)境問題的日益嚴峻以及全球低碳化形勢的發(fā)展,機床能量消耗問題的研究受到了歐美等發(fā)達國家地區(qū)政府的廣泛關(guān)注。機床量大面廣,能耗總量巨大,但機床有效能量利用率低[1]。因而研究機床的能量特性對機械制造行業(yè)的高效低碳運行具有重要意義。在美國、歐洲、日本等發(fā)達國家和地區(qū),機械加工設(shè)備的能耗特性建模已受到廣泛關(guān)注,特別是在歐洲,頒布的一系列能耗指令、標準[2-3]推動了大量的機床能耗建模技術(shù)研究。目前對機床的能耗特性建模的研究主要集中在基礎(chǔ)性能耗、工藝性能耗、結(jié)構(gòu)性能耗和動態(tài)性能耗建模等四個方面。
基礎(chǔ)性能耗建模的研究主要采用熱動力學方法研究機床加工過程的能耗模型。如GUTOWSKI等[4]建立了機床加工過程的熱動力學能耗模型框架。而工藝性能耗建模的研究主要通過分析加工參數(shù)對機床運行能耗的影響建立機床的比能模型。DRAGANESCU 等[5]通過試驗建立了機床主軸的比能模型;DIAZ 等[6]通過試驗將機床比能表示為材料切除率的函數(shù);LI 等[7]將機床視為一個整體,通過測量不同切削條件下的功率獲得了機床的比能模型。上述能耗模型都是將整個機床視為黑色或灰色系統(tǒng),不能詳細描述機床內(nèi)部的能耗過程,并且需要開展大量試驗。進一步開展的結(jié)構(gòu)性能耗建模的研究是對機床及其各耗能部件的能耗特性進行分析建立機床的能耗模型。如文獻[8]建立了數(shù)控機床主傳動系統(tǒng)的率平衡方程;文獻[9-11]采用參數(shù)化建模方法對機床各能量源進行了仿真。文獻[12]建立了數(shù)控機床多源能量流的系統(tǒng)數(shù)學模型。
上述的基礎(chǔ)性能耗、工藝性能耗、結(jié)構(gòu)性能耗建模研究主要針對機床的能量消耗進行了靜態(tài)的建模,無法對機床加工過程的動態(tài)能耗特性進行分析。目前,文獻[1]建立了機床服役過程機電主傳動系統(tǒng)的時段能量模型,該研究局限于主傳動系統(tǒng)的能耗動態(tài)性分析;國外少數(shù)學者采用離散事件建模方法對機床動態(tài)能耗特征進行建模。DIETMAIR 等[13-14]提出了一種離散狀態(tài)建模方法對機床能耗進行系統(tǒng)化建模。該研究主要對機床運行狀態(tài)的動態(tài)性進行了分析,無法對機床耗能部件的能耗的動態(tài)性如受加工參數(shù)(切削條件、材料等)的影響進行分析。隨著工業(yè)化的進程和基礎(chǔ)裝備制造業(yè)的發(fā)展,數(shù)控機床已成為機床裝備的主流。與普通機床相比,數(shù)控機床的結(jié)構(gòu)和能量特性發(fā)生了很大的改變。數(shù)控機床能量源增多、能量損耗復雜,主傳動系統(tǒng)占整個機床能耗的比例相對普通機床越來越小[12]。因此,本文從數(shù)控機床能量源多、加工任務及加工參數(shù)動態(tài)變化等特點出發(fā),基于數(shù)控機床及其多能量源的動態(tài)能耗特征分析,對數(shù)控機床多能量源的動態(tài)能耗模型進行建模與仿真。建立的數(shù)控機床能耗模型可用于分析數(shù)控機床及各耗能部件的能耗與其
運行狀態(tài)的關(guān)系,并為加工參數(shù)節(jié)能優(yōu)化、機床配置的節(jié)能優(yōu)化以及能耗戰(zhàn)略決策提供數(shù)據(jù)基礎(chǔ)。
1 、數(shù)控機床的動態(tài)能耗特性分析
1.1 數(shù)控機床及多能量源的運行狀態(tài)的動態(tài)性分析
在ISO 14955-1[3]標準中,將數(shù)控機床的運行狀態(tài)劃分為停機、待機、準備、空載以及加工等五個獨立的狀態(tài)。基于ISO 14955-1 定義的機床狀態(tài),本文以從某數(shù)控機床加工過程獲取的功率曲線為例來分析數(shù)控機床及多能量源的運行狀態(tài)的動態(tài)性。如圖1 所示,該數(shù)控機床的運行狀態(tài)隨著機床加工的進行而發(fā)生變化,數(shù)控機床先處于準備狀態(tài),當主軸啟動(功率曲線上出現(xiàn)尖峰)機床進入了空載狀態(tài),隨著刀具接觸工件,機床的運行狀態(tài)又由空載狀態(tài)進入加工狀態(tài);同時數(shù)控機床的多能量源運行狀態(tài)也隨著機床加工過程對不同能量源的需求而變化,如主軸系統(tǒng)在第一個尖峰之前處于關(guān)閉狀態(tài),為了滿足加工需求,需要將主軸加速到給定速度,因此第一個尖峰后主軸系統(tǒng)處于開啟狀態(tài)來滿足后續(xù)的加工需求。
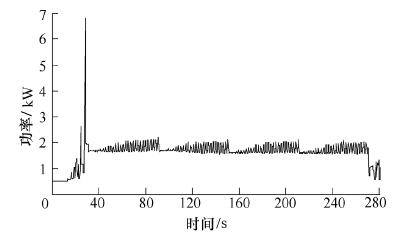
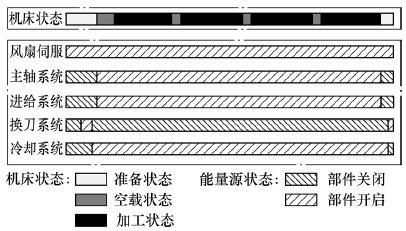
圖1 能耗過程的動態(tài)性
1.2 多能量源受加工參數(shù)影響的動態(tài)特性分析
與普通機床相比,數(shù)控機床的結(jié)構(gòu)和能耗特征有很大區(qū)別,數(shù)控機床能量源更多,能耗形式更復雜,數(shù)控機床的能耗涉及機電液領(lǐng)域[15]。數(shù)控機床能量源的能耗除了與自身的結(jié)構(gòu)配置有關(guān),還與其相應的加工參數(shù)(如切削參數(shù)、材料等)有關(guān)。作者所在的研究團隊對HAAS機床的功率與運行參數(shù)的關(guān)系進行了試驗研究,試驗結(jié)果如圖2 所示。HAAS機床粗銑槽、精銑槽以及點孔的空載功率分別為p1、p2和p3,由圖2 可知機床的空載功率隨主軸轉(zhuǎn)速的變化而呈現(xiàn)動態(tài)變化。因此,即使數(shù)控機床的加工過程相同,由于能量源結(jié)構(gòu)的差異或者加工參數(shù)的變化,也會導致機床能耗呈現(xiàn)動態(tài)變化性。
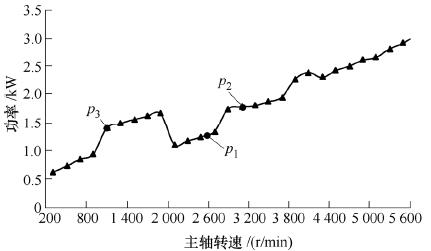
圖2 HAAS 機床空載功率
2、 數(shù)控機床動態(tài)能耗特性的建模
根據(jù)上述分析,數(shù)控機床加工過程總是伴隨著復雜的動態(tài)能耗特征。因此,為了分析數(shù)控機床的動態(tài)能耗特征,本文將數(shù)控機床的加工過程視為由多能量源觸發(fā)的一系列離散事件,提出了一種數(shù)控機床多能量源的動態(tài)能耗建模與仿真方法,從全局的角度對機床能耗進行評估與分析。該方法結(jié)合面向?qū)ο笾x時Petri 網(wǎng)(Colored timedobject-oriented Petri net,CTOPN)和虛擬部件方法建立數(shù)控機床多能量源動態(tài)能耗模型,其中CTOPN模型用于描述數(shù)控機床能耗過程的運行狀態(tài)的動態(tài)特性,虛擬部件方法用于描述數(shù)控機床多能量源受加工參數(shù)影響的動態(tài)特性,最后通過CTOPN 中“變遷”蘊含的信息來驅(qū)動虛擬部件模型實現(xiàn)對數(shù)控機床多能量源的動態(tài)能耗特性的建模。
機床能耗建模與仿真框架如圖3 所示,包含以下三個模塊。
(1) token 生成模塊:數(shù)控機床的CTOPN 模型由特定的著色賦時token 驅(qū)動,這些著色賦時token可由加工信息如工件的加工特征、工件的工藝卡片或工件加工的NC 代碼等生成。
(2) 數(shù)控機床能耗模型模塊:包括描述數(shù)控機床能耗過程運行狀態(tài)的動態(tài)性的CTOPN 模型,述多能量源動態(tài)性的虛擬部件模型以及描述特定加工負載的負載模型。其中虛擬部件模型和負載模型由機床CTOPN 模型驅(qū)動;負載模型作為虛擬部件模型的加工負載源。
(3) 評估與分析模塊:通過對機床能耗的能耗過程動態(tài)性的建模和仿真,可以獲得全局的詳細的機床能耗信息,并且可進行定量的原因-結(jié)果分析,為機床加工過程的能耗提供一種評估方法并為機床節(jié)能優(yōu)化提供數(shù)據(jù)基礎(chǔ)。
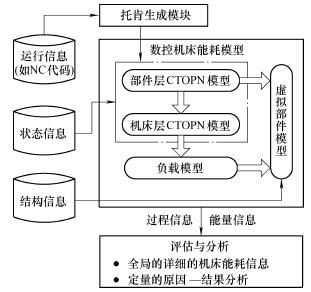
圖3 數(shù)控機床多能量源的動態(tài)能耗建模與仿真框架
2.1 數(shù)控機床CTOPN 模型
為增強建模柔性并適應參數(shù)化、模塊化的虛擬部件模型,本文采用面向?qū)ο笾x時Petri 網(wǎng)(CTOPN)方法[16]。一個典型的CTOPN 模型是一個七元組
S=OPS,R,C,D, I,O,M0 ? (1)
式中,OPS 為對象庫所集,R 為門變遷集,C 為與對象庫所集和門變遷集關(guān)聯(lián)的著色token 集, D 為著色token 的時間延遲屬性集, I 為對象庫所到門變遷的輸入傳遞函數(shù)集,O為門變遷到對象庫所的輸出傳遞函數(shù)集,M0為CTOPN模型的初始標識。
為了建立機床加工過程的CTOPN 模型,首先可采用面向?qū)ο驪etri 網(wǎng)(OPN)方法建立與機床狀態(tài)和多能量源運行狀態(tài)相關(guān)的狀態(tài)特征模型,然后通過由token 生成模塊產(chǎn)生的著色賦時token 及其相應屬性來描述具體加工過程的運行特征。基于機床狀態(tài)與多能量源運行狀態(tài)之間的關(guān)系,建立機床層OPN 模型,如圖4 所示。機床當前運行狀態(tài)與即將執(zhí)行的動作共同決定機床下一個運行狀態(tài)。該方法具有一定柔性,不同生產(chǎn)參與人員可根據(jù)需要建立不同的機床狀態(tài)與多能量源運行狀態(tài)之間的關(guān)系。文獻[17]根據(jù)數(shù)控機床各能量源的運行特征將其劃分為三種基本類型:0-1 型、離散型以及連續(xù)型,其中連續(xù)型能量源是離散型能量源的特殊情況(切削力加載到離散型能量源上)。為了便于描述機床能耗過程的動態(tài)性,本文進一步將數(shù)控機床能量源劃分為加工進度相關(guān)的能量源(如進給系統(tǒng),換刀系統(tǒng)等)和加工進度無關(guān)的能量源(如冷卻系統(tǒng),主軸系統(tǒng)等)。結(jié)合文獻[17]的研究,將能量源分成四種類型:① 0-1 型&加工進度無關(guān)能量源(如機床電氣,冷卻系統(tǒng));② 0-1 型&加工進度相關(guān)能量源(如換刀系統(tǒng));③ 離散型&加工進度無關(guān)能量源(如主軸系統(tǒng));④ 離散型&加工進度相關(guān)能量源(如進給系統(tǒng))。根據(jù)上述對能量源的分類,建立其通用OPN模型。對于①類能量源,運行狀態(tài)的每一次轉(zhuǎn)變總是基于相應的需求,如圖5 所示。
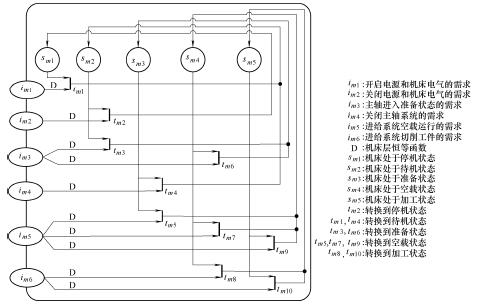
圖4 機床層OPN
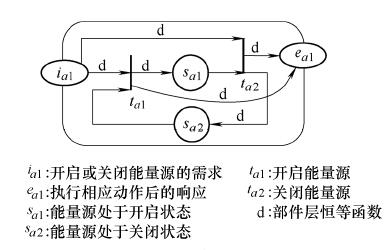
圖5 0-1 型&進度無關(guān)能量源OPN
對于②類能量源,其處于開啟狀態(tài)的持續(xù)時間由庫所sb1 (“能量源處于開啟狀態(tài)”)中著色token的時間延遲屬性決定,一旦滿足延遲時間,變遷tb2(“關(guān)閉能量源”)將發(fā)生,能量源進入關(guān)閉狀態(tài),如圖6 所示。此外,在機床能耗的評估中應該考慮部分與機床加工過程相關(guān)的外部事件(如人工的裝載和卸載工件,機床等待下一個工件到達等),這類事件自身不是能量源,但會影響機床的運行持續(xù)時間,從而影響機床能耗。根據(jù)這類事件的特點,可采用與圖6 所示相同的OPN 模型。考慮了這類事件的機床能耗模型可為車間的調(diào)度提供一種基礎(chǔ)支持。與0-1 型能量源不同,離散型能量源在開啟之前將處于準備狀態(tài)(如主軸系統(tǒng)的變頻器、電動機等準備好),如圖7 所示,用庫所sc2來描述能量源的準備狀態(tài);并且離散型能量源在開啟狀態(tài)下可能動態(tài)地調(diào)整運行參數(shù),這種情況用變遷tc2和tc3 (“離散型能量源調(diào)整運行參數(shù)”)來描述。③類能量源與①類能量源類似,其運行狀態(tài)的每一次轉(zhuǎn)變總是基于相應的需求。
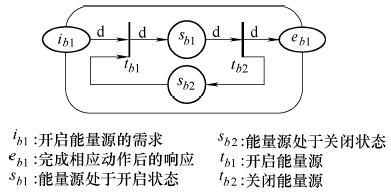
圖6 0-1 型&進度相關(guān)能量源OPN
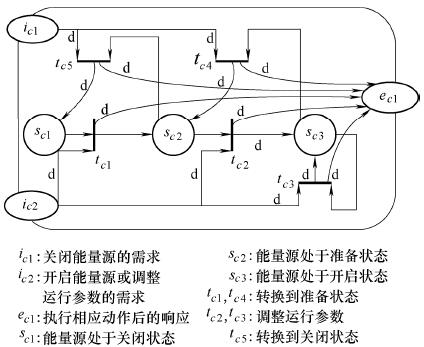
圖7 離散型&進度無關(guān)能量源OPN
對于離散型&進度相關(guān)的能量源,其電動機頻繁地加速、減速或者以恒定速度運行一定時間。這類能量源處于開啟狀態(tài)的持續(xù)時間取決于庫所sd 3(“能量源處于開啟狀態(tài)”)中著色token 的時間延遲屬性。值得注意的是,當時間延遲結(jié)束后,④類能量源的下一個運行狀態(tài)還取決于其他條件(如加工過程的下一個進度周期是否在同一個④類能量源上執(zhí)行)。因此,用庫所sd 4“( 能量源處于預準備狀態(tài)”)來表示能量源開啟與準備之間的過渡狀態(tài),如圖8所示。
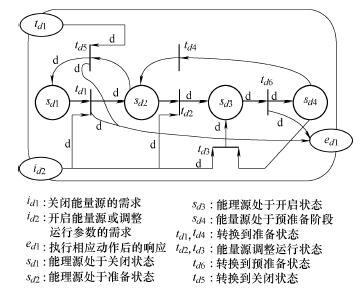
圖8 離散型&進度相關(guān)能量源OPN
2.2 虛擬部件模型及負載模型
Petri 網(wǎng)方法適合于對復雜系統(tǒng)進行建模以及對控制順序進行優(yōu)化,但它在對子系統(tǒng)的參數(shù)影響分析方面不夠詳細。另一方面,虛擬仿真技術(shù)在機床開發(fā)等領(lǐng)域已經(jīng)得到廣泛使用,它能夠詳細描述參數(shù)的影響。由于仿真工具的使用,虛擬仿真模型變得越來越準確、快捷和可靠,而仿真所消耗的時間和成本卻在降低。Petri 網(wǎng)和虛擬仿真技術(shù)都是已有的方法,它們都是針對特定應用建立起來的解決問題的方法。將這兩種方法結(jié)合起來,更適于從全局的角度詳細地評估機床動態(tài)的能耗。
首先,能量源的虛擬仿真模型必須保證適當?shù)目刹僮餍砸约白銐虻臏蚀_度來評估機床能耗。精確地再現(xiàn)能量源的運行行為不是能耗仿真模型的目的,面向能耗的能量源虛擬模型只考慮影響機床能耗的主要因素。其次,基于文獻[18]的假設(shè)可對虛擬能量源進行必要的簡化:假設(shè)能量源被正確設(shè)計并且在恰當?shù)倪\行條件下工作,這樣就可以提前假設(shè)一系列物理參數(shù)(如電動機或傳動系統(tǒng)內(nèi)部的溫度等),而不用搭建復雜的數(shù)值模型來評估這些參數(shù)。
虛擬部件模型可用公式或表格表示,這些公式或表格表達了運行參數(shù)及輸入與部件能耗之間的關(guān)系[18]。作者所在的研究所的早期研究中,建立了數(shù)控機床多源能量流的數(shù)學模型[12],該研究描述了數(shù)控機床各個能量源的能耗環(huán)節(jié)以及影響能耗的因素,可以作為虛擬部件建模的基礎(chǔ)。
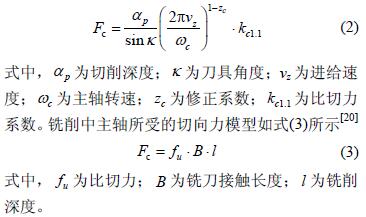
加工單元動態(tài)地受加工負載影響。相對主軸系統(tǒng)而言,加工負載對進給系統(tǒng)的功率影響較小,可采用進給系統(tǒng)空載功率近似評估其在切削狀態(tài)下的功率[20],因此本文忽略軸向力及徑向力對進給系統(tǒng)功率的影響,主要考慮切向力Fc對主軸系統(tǒng)的功率影響。各加工類型的主切削力(切向力)模型已有文獻進行了大量研究,本文以車削和銑削為例,車削中主軸所受的切向力模型如式(2)所示[19]
3 、CTOPN 和虛擬部件的驅(qū)動關(guān)系
在數(shù)控機床動態(tài)能耗建模與仿真框架中,通過CTOPN 中“變遷”蘊含的信息來驅(qū)動虛擬部件模型實現(xiàn)對數(shù)控機床多能量源的動態(tài)能耗特性的建模。其中,機床CTOPN 模型分為部件層和機床層,部件層CTOPN 直接驅(qū)動虛擬部件的運行,以及驅(qū)動機床層CTOPN 運行狀態(tài)的變化,詳細驅(qū)動關(guān)系如圖9 所示。當Petri 網(wǎng)模型中的特定變遷滿足發(fā)生條件時,變遷發(fā)生,并同時將著色token 攜帶的能量源運行信息發(fā)送至相應的虛擬部件。對于0-1 型能量源,其Petri 網(wǎng)模型只發(fā)送開啟和關(guān)閉兩種信號;對于離散型能量源,除了開啟和關(guān)閉能量源的信號外,還將運行參數(shù)發(fā)送至虛擬部件。當機床進入加工狀態(tài)時(即機床層變遷tm8或tm10 滿足條件發(fā)生變遷),相應著色token 攜帶的切削條件被發(fā)送到負載模型,通過負載模型計算得到的切削力將加載到加工單元。
4 、應用實例
下面以一臺C2-6136HK 數(shù)控車床加工棒料為例說明數(shù)控機床多能量源的動態(tài)能耗建模與仿真方法。本案例所用工件材料為45 鋼,毛坯直徑29.94 mm,車削長度80 mm,切削條件如表1 所示。本案例中采用的C2-6136HK 的能量源包括:風扇伺服系統(tǒng)、主軸系統(tǒng)、進給系統(tǒng)以及冷卻系統(tǒng)。在機床運行過程中風扇伺服系統(tǒng)和冷卻系統(tǒng)的功率大小與負載無關(guān),且功率值基本保持恒定,因此采用額定功率值表示其虛擬部件模型。主軸系統(tǒng)為機械主軸,主軸與進給系統(tǒng)的功率均受加工參數(shù)動態(tài)影響,因此采用數(shù)學模型作為其虛擬部件模型,該模型基于作者所在研究團隊的早期研究[21]。
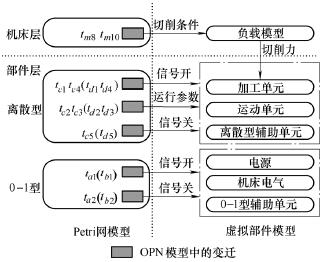
圖9 Petri 網(wǎng)模型對虛擬部件的驅(qū)動關(guān)系
表1 試驗1 切削條件

4.1 數(shù)控機床動態(tài)能耗模型建立
首先,將機床層OPN 表示為P0,部件層根據(jù)上述對能量源的分類,將裝載與卸載工件事件表示為P1,將0-1 型&進度無關(guān)能量源冷卻系統(tǒng)和風扇伺服系統(tǒng)分別表示為P2和P3,將離散型&進度無關(guān)能量源主軸系統(tǒng)表示為P4,將離散型&進度相關(guān)能量源進給系統(tǒng)表示為P5。然后,采用兩個層級門變遷分別表示能量源運行需求和更新機床運行狀態(tài)需求,每個層級門變遷由若干輸入變遷和一個輸出變遷組成。基于由相應NC 代碼提取生成的著色賦時token,設(shè)置各弧上權(quán)函數(shù),得到機床加工過程的CTOPN 模型,如圖10 所示。最后建立各能量源Petri網(wǎng)模型中變遷與虛擬部件模型的映射關(guān)系。
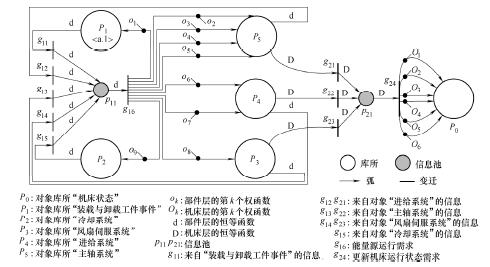
圖10 機床加工過程的CTOPN 模型
4.2 能耗仿真與分析
構(gòu)造的數(shù)控機床動態(tài)能耗模型通過Matlab/Simulink 仿真平臺進行仿真。仿真獲得的機床總能耗為37.95W? h ,采用HIOKI3390 功率分析儀監(jiān)測機床實際總能耗為39.5W? h ,如圖11 所示,仿真與監(jiān)測結(jié)果之間的誤差為4%,在可接受范圍內(nèi),證明了該方法的可行性。仿真結(jié)果分別從數(shù)控機床運行狀態(tài)角度和多能量源角度全面地展示了加工過程的能耗分布情況,可為不同的生產(chǎn)參與人員提供需求的機床能耗信息,如表2 和表3 所示。從機床狀態(tài)角度可知機床在各個狀態(tài)下的運行時間及能耗,主要時間及能量消耗集中在加工狀態(tài)。從能量源角度可知數(shù)控機床各個能量源的運行時間及能耗情況,主軸系統(tǒng)及風扇伺服系統(tǒng)為加工過程中的主要能量消耗源。將各機床狀態(tài)能耗分解到各個能量源,使加工過程的能耗分布情況進一步透明化,有利于從策略和技術(shù)上發(fā)現(xiàn)節(jié)能潛能,如圖12 所示。例如在機床準備和空載階段可考慮關(guān)閉冷卻系統(tǒng),在機床加工階段,主軸系統(tǒng)能耗較大,可考慮采用高效主軸等。
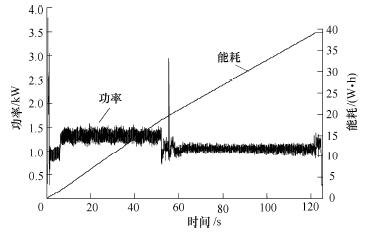
圖11 棒料車削實際加工功率及能耗
表2 數(shù)控機床各運行狀態(tài)能耗分析結(jié)果

表3 數(shù)控機床各能量源能耗分析結(jié)果
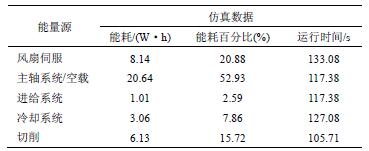

圖12 數(shù)控機床各運行狀態(tài)下的能耗詳細分析
下面對棒料車削試驗1 的切削條件進行調(diào)整,設(shè)置試驗2,試驗2 切削條件如表4 所示,其余加工條件同試驗1。通過對機床能耗變化的原因-結(jié)果進行定量分析,提出節(jié)能建議。
表4 試驗2 切削條件

試驗1 與試驗2 中加工進度相關(guān)能量源對加工進度無關(guān)能量源能耗影響的變化如圖13 所示。
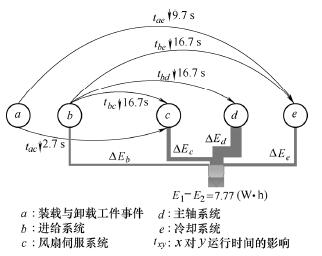
圖13 能量源相互能耗影響定量分析
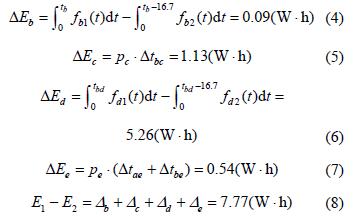
試驗2 在裝載工件時關(guān)閉了切削液,并且裝載時間減少,這兩個事件使冷卻系統(tǒng)運行時間共減少12.4 s ,而在粗精加工階段由于進給速度的提高,受進給系統(tǒng)運行時間影響的風扇伺服系統(tǒng)、主軸系統(tǒng)以及冷卻系統(tǒng)的運行時間均減少16.7 s 。與試驗1 相比,試驗2 在加工時間及能量源運行功率變化的情況下,試驗2 比試驗1 加工時間減少19.4 s ,共節(jié)能7.77W? h ,如式(8)所示。其中,進給系統(tǒng)能耗減小0.09 W? h ,風扇伺服系統(tǒng)能耗減小1.13W? h ,主軸系統(tǒng)能耗減小5.26W? h ,冷卻系統(tǒng)能耗減小0.54W? h ,如式(4)~(7)所示。通過分析可知,適當降低主軸轉(zhuǎn)速及提高進給速度有利于節(jié)能
下面運用本文的動態(tài)能耗建模與仿真方法,對一個實際加工零件差動殼體的加工過程進行加工時間及機床能耗分析,差動殼體零件圖如圖14 所示,毛坯材料為經(jīng)調(diào)質(zhì)處理的45 鋼,加工工藝及相應切削參數(shù)如表5 所示。
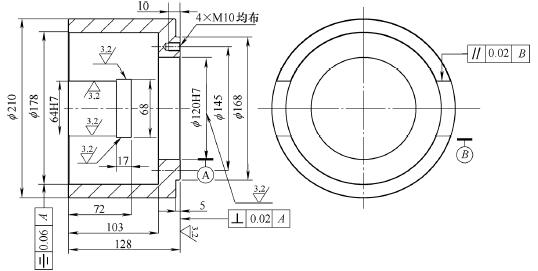
圖14 差動殼體零件圖
表5 差動殼體切削條件
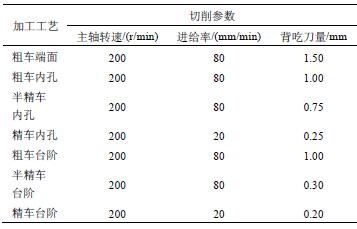
差動殼體零件在C2-6136HK 數(shù)控車床上加工,內(nèi)孔的粗加工采用粗車循環(huán)方式,其余加工均為單次走刀。通過仿真可得該零件加工共耗時3 348.8s,總能耗為1 528.19W? h 。各能量源能耗及總能耗的仿真值與監(jiān)測值對比如圖15 所示,監(jiān)測總能耗為1 630.9W? h ,仿真總能耗與監(jiān)測值之間的誤差為6.3%,在可接受范圍內(nèi),證明了該模型的可行性。
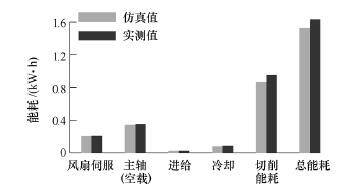
圖15 差動殼體加工能耗仿真值與監(jiān)測值比較
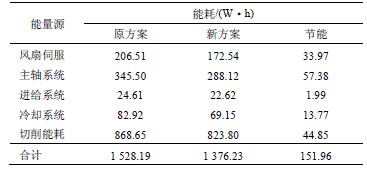
各機床狀態(tài)及能量源的能耗分布情況如圖16所示。機床在準備狀態(tài)下只有風扇伺服系統(tǒng)開啟,能耗為1.97W? h ;在空載狀態(tài)下,風扇伺服系統(tǒng)和主軸系統(tǒng)的能耗占到該狀態(tài)下總能耗的73.5%,是因為兩者的功率消耗較大;機床在加工狀態(tài)下的運行時間為3 133.8 s ,其中2 648.25 s 機床在進行粗加工,進給速度和切削深度較大,作用在主軸系統(tǒng)上的切削力較大,導致機床加工狀態(tài)下的切削能耗占到該狀態(tài)下總能耗的56.8%,為868.65W? h 。由上述分析可知,差動殼體加工過程中,粗車內(nèi)孔所消耗的時間及能耗最大,考慮適當將粗車內(nèi)孔的進給速度增大到100mm / min ,經(jīng)仿真得到新方案與原方案的能耗比較如表6 所示。采用新方案,粗車內(nèi)孔時主軸系統(tǒng)所提供的切削功率平均增大了206.43W,但零件加工總時間減少了550.8 s ,新方案比原方案共節(jié)能151.96W.h 。
綜上所述,在零件實際生產(chǎn)加工前,應用本文模型可快速評估不同加工方案下零件的加工時間及數(shù)控機床能耗分布情況,分析節(jié)能潛能,提出節(jié)能建議。在節(jié)能策略方面,既可通過改變輔助部件啟停策略來節(jié)能,如在棒料車削案例中,當機床處于準備狀態(tài)時關(guān)閉冷卻系統(tǒng);還可以規(guī)范工人的裝卸操作流程來減少機床處于準備狀態(tài)的時間。在節(jié)能技術(shù)方面,可發(fā)現(xiàn)功率消耗較大的能量源,采用高效部件替換。在工藝參數(shù)優(yōu)化方面,可在保證加工質(zhì)量前提下,優(yōu)化能量源運行參數(shù),降低功率消耗或縮短加工時間。如在棒料車削案例中,降低主軸系統(tǒng)的運行參數(shù)以減小功率消耗;以及增大加工進度相關(guān)能量源進給系統(tǒng)的運行參數(shù)來減少零件加工時間及各能量源能耗;在差動殼體案例中,經(jīng)分析適當提高粗車內(nèi)孔進給速度,實現(xiàn)節(jié)能。未來研究可將本文建模框架與智能算法結(jié)合,探索加工方案的節(jié)能潛能并實現(xiàn)策略、參數(shù)方面的優(yōu)化,以減小零件加工的時間及能耗。
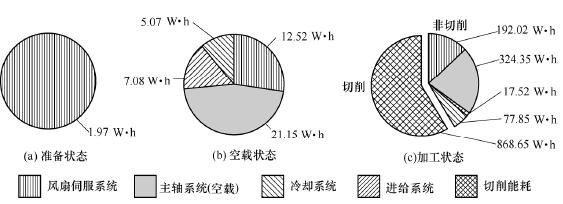
圖16 差動殼體零件加工機床能耗分布
表6 差動殼體加工節(jié)能效果對比
5 、結(jié)論
(1) 數(shù)控機床能量系統(tǒng)是一個多能量源系統(tǒng),根據(jù)各耗能部件的運行方式以及與加工進度的關(guān)聯(lián)性,數(shù)控機床多能量源系統(tǒng)可分為0-1 型&進度無關(guān)能量源、0-1 型&進度相關(guān)能量源、離散型&進度無關(guān)能量源、離散型&進度相關(guān)能量源等四類。
(2) 分析了數(shù)控機床能耗的動態(tài)特征,包括數(shù)控機床及多能量源的運行狀態(tài)的動態(tài)性分析和數(shù)控機床多能量源受加工參數(shù)影響的動態(tài)特性分析。
(3) 基于數(shù)控機床能耗動態(tài)性分析,建立了數(shù)控機床多能量源的能耗建模與仿真框架模型,其中采用面向?qū)ο驪etri 網(wǎng)(OPN)方法建立與機床及其多能量源運行狀態(tài)相關(guān)的狀態(tài)特征模型,然后通過由token 生成模塊產(chǎn)生的著色賦時token 及其相應屬性來描述具體加工過程的運行特征,建立機床層和部件層的CTOPN 模型;采用數(shù)控機床多源能量流的數(shù)學模型建立虛擬部件模型;最后通過CTOPN 中“變遷”蘊含的信息來驅(qū)動虛擬部件模型實現(xiàn)對數(shù)控機床多能量源的動態(tài)能耗特性的建模。應用實例表明,采用數(shù)控機床多能量源的動態(tài)能耗建模與仿真框架,可快速建立機床能耗的評估與分析模型,該模型可重用,可擴展,可為數(shù)控機床能量消耗預測和節(jié)能優(yōu)化等一系列實際問題的解決提供支持。
本文的不足之處在于沒有研究電主軸及其相應冷卻單元的能耗特性,未來研究將進一步深入考慮高速數(shù)控機床這一特點。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況