



軸承套圈雙主軸車削中心數控系統的設計
2018-2-26 來源: 揚州工業職業技術學院機械與汽車工程學院 作者:王偉
摘要: 軸承在市場上有著廣泛的應用,為了提高生產效率,研發軸承套圈雙主軸車削中心數控系統符合當前市場需求。根據多年工作經驗,通過參閱大量文獻,研發了軸承套圈雙主軸車削中心數控系統,設計了機械本體、系統結構及機床面板等,為提高生產效率,保證生產質量提供了技術支持,得出了有益結論。
關鍵詞: 軸承套圈; 雙主軸車削中心; 數控系統
制造業是國民經濟的主體,是立國之本、興國之器、強國之基。
隨著中國制造業的不斷發展,全國各大行業為了抓住此契機,為適應發展需求,不斷進行創新發展,目前中國的制造業發展已經初見成效。軸承被稱作工業的點心,廣泛應用于各個行業,在國民經濟中占有重要的地位,因而創新軸承產品結構、制造工藝流程及提供生產效率勢在必行。
為此研發軸承套圈數字化車間符合當前市場需求,機械加工系統是數字化車間的有機組成部分,而雙主軸車削中心是機械制造系統和車削加工單元的核心組件,它是為適應軸承套圈車削加工工藝專門研發的設備。
根據軸承套圈加工工藝介紹,可以看出無論是外圈、還是內圈的車削工序都有兩個,如果采用兩臺機床完成兩個工序會存在以下問題: 首先,生產輔助時間長,生產效率低; 其次,加工精度受損。Brian KELLOCK 研究指出,采用雙主軸車床是解決以上問題的最有效途徑。
為此,課題組成員根據企業實際需要自主研發了雙主軸車削中心,其機械本體如圖 1 所示。
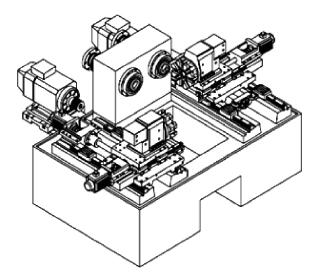
圖 1 雙主軸車削中心機械本體
1 、軸承套圈車削加工中心的結構
一臺雙主軸車削中心、一套工件尺寸測量裝置構成一個車削加工單元,它承擔著軸承套圈車削加工的工作。雙主軸車削中心數控系統除了按照車加工單元監控系統發來的 NC 代碼控制機床運動完成加工外,還將對機床的各種狀態參數進行監測并反饋給車加工單元監控系統; 工件尺寸測量裝置對加工好的軸承圈的形狀參數進行測量; 車加工單元監控系統將對采集的尺寸數據進行計算和分析,對比已經設置好的公差帶,如果超過了公差帶,馬上采取調整刀補或是換刀的措施,從而在產品的生產過程中始終有效地控制著產品尺寸,使產品質量得到了質的提升。同時在生產過程中,通過統計合格品的數量,亦實現了刀具的壽命管理,使刀具使用的效率得到了提升。
此外,車加工單元監控系統還可進行 CPK、SPC 等數值的計算,并將加工信息反饋給機械加工系統中心管理系統。
2 、雙主軸車削中心數控系統的設計
數控系統是雙主軸車削中心的大腦,也是發揮其最大作用的保障。雙主軸車削中心具有兩個主軸和兩個刀架,因此雙主軸車削中心數控系統是一個六軸系統,而且這 6 個軸還分成兩個坐標系,兩個坐標系要同時工作。
目前,具備以上功能的數控系統基本上都是進口系統 ( 如 SIMENSE 810D、FANUC 0T) ,價格昂貴,此外,它們很多接口都不對外開放,難以實現數字化車間的生產監控以及根據工件在線尺寸測量進行刀補參數調整功能,傳統的數控系統采用封閉式結構,存在很大的局限性: ( 1) 很難采納主流的計算機與信息技術; ( 2) 系統功能固定,不具有柔性; ( 3) 傳統數控系統人機界面不靈活,系統的培訓和維護費用昂貴。
數控系統技術正經歷著從傳統封閉式向開放式數控系統發展的過程。開放式數控系統是制造技術領域的革命性飛躍,其硬件、軟件和總線規范都是標準的、對外開放的,使數控系統滿足模塊化、標準化和網絡化的要求。為了滿足數字化車間和生產過程監控的要求,課題組采用開放式數控系統架構設計。
目前常見的開放結構控制器產品主要是基于 PC的系統,而且種類繁多。根據其結構形式的不同可以分為以下幾類:
( 1) “PC 嵌入 NC”結構。這只不過在傳統數控系統中加入了 PC 機,通過建立合適的數據接口和 PC 進行連接,實現系統的部分開放。
如FANUC Serial 150 / 160 / 180 / 210。其需要雙操作系統,如 MS Windows 和專用的數控操作系統,PC 機只不過用來提高可操作性,原來的控制器不做結構上的任何改動。
( 2) “NC 嵌入 PC”結構。它由開放式運動控制板加 PC 機構成。這種運動控制板通常選用高速DSP 作為 CPU 來完成實時性的 NC 內核任務而由 PC機來完成非實時性的任務。兩個 CPU 之間通過 PC 總線和雙端 RAM 來通信。它開放的函數庫供用戶在Windows 平臺下自行開發構造所需的控制系統。
( 3) “基于現場總線的 PC-NC” 結構。它是將現場總線卡,如 SERCOS 和 PROFIBUS,插入到 PC 機的插槽中。基于此種標準的產品有北京機電研究院的JT2100、 Indramat System 2000 和 Simulink 802D,840D 等。
( 4 ) 軟件型開放式數控系統。 它提供給用戶最大的選擇和靈活性,它 的 軟件全部 存在于PC 機中,而硬件僅為 PC 機與伺服驅動和外部 I / O之間的標準化通用接口
。其典型產品有德國 PowerAutomation 公 司 的 PA8000 NT、 美 國 MDSI 公 司 的Open CNC 等。經過多方對比,考慮到加工精度、加工效率等要求,課題組采用 “NC
嵌入 PC” 結構,以美國 DeltaTau 公司生產的 PMAC Clipper 運動控制器作為數控內核。Clipper 運動控制器標準卡可控制 4 個軸,再加上一個 Acc1P 即可控制 8 個軸,滿足雙主軸車削中心的要求。Clipper 運動控制器采用以太網和 PC 進行通信,因此,雙主軸車削中心數控系統整體架構如圖 2所示。
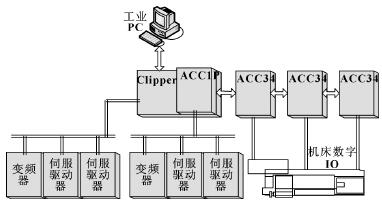
圖 2 雙主軸車削中心數控系統硬件架構
為了方便操作人員使用,設計了如圖 3 所示的機床面。整個系統的程序分為上位機程序和下位機程序兩大部分。上位機程序指的是在 PC 機上運行的程序,包括 NC 代碼程序編輯、運行狀態監測顯示、參數設定、加工過程分析、系統交互等模塊。下位機程序指的是運行在 PMAC 上的程序,包括 G 代碼實現程序、M 代碼實現程序、PLC 程序等部分。
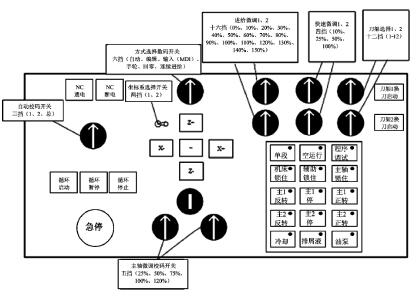
圖 3 機床面板
3 、結論
課題組設計研發的軸承套圈雙主軸車削中心數控系統目前已處于調試階段,總體情況良好,預計投入生產使用后,能夠大幅度減少工時、提高生產效率,給企業帶來的利潤是非常可觀的,同時也為進一步研究改進提供了理論借鑒。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

